







 Рейтинг: 4.8/5.0 (1835 проголосовавших)
Рейтинг: 4.8/5.0 (1835 проголосовавших)Категория: Бланки/Образцы
Технологическая карта сварки – документ, который является результатом разработки технологии сварки конкретного соединения. В нем записаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта сварки содержит в себе:
1. сведения о основном металле;
2. сведения о качестве и подготовке соединения под сварку: данные о разделке, о количестве и расположении прихваток, данные о предварительной очистке кромок;
3. данные о фиксации свариваемого изделия и о возможном подогреве;
4. сведения об используемом сварочном оборудовании и сварочных материалах;
5. сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др.;
6. сведения о форме сварного соединения и способах контроля качества сварного соединения.
Разработка технологической карты сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Наша организация имеет большой опыт в разработке технологических карт сварки и подобных инструкций по технологии сварки
Ниже приведен пример разработанной нашими специалистами технологической карты сварки
Карта технологического процесса сварки

















Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 20 лет назад. Технологическая карта определяет все тонкости технологии данного процесса, именно по этой схеме должны проводиться все сварочные работы при строительстве любых трубопроводов. Как и в любой технологической карте, в технологической карте сварке указаны основные требования к проводимым работам, требования к материалу и степени их качества, все технические основные показатели, которые должны быть учтены при проведении работ. 
Технологическая карта  сварки ссылается на целый перечень документов, таких как ГОСТ 2246-70, ГОСТ 9087-81, указывающие различные технические характеристики.
сварки ссылается на целый перечень документов, таких как ГОСТ 2246-70, ГОСТ 9087-81, указывающие различные технические характеристики.
В данном документе подробно описаны все этапы технологического процесса, которые касаются всех аспектов сварочных работ: виды контроля, исследования в лаборатории, требования к планам, различные дефекты, возникающие во время процесса.
Любые виды сварочных работ в обязательном порядке должны соответствовать данной технологической схеме, в противном случае качество производимых работ оставляет желать лучшего. При нарушении технологической схемы возможны серьезные дефекты, которые отрицательно повлияют на качестве всей работы. При контроле качества все проверяющие органы тщательнейшим образом проверяют точность соблюдения всех условий, указанных в карте, при несоблюдении их, организация может получить серьезные штрафы.
При повышении квалификации сотрудников большое внимание уделяется всем нововведениям, которые также отражаются в технологической карте процесса. При сдаче внутренних экзаменов на повышение разряда рабочие также обязаны показать знание процесса сварки и всех требований к нему.
Промышленная безопасность Аттестация сварки Сертификация Обучение и аттестация
В строках, обозначенных в карте МК/КТП номерами, указывают содержание технологических операций и переходов с индексом «О». При этом установки обозначают буквами А, Б, В и т.д.
Примеры заполнения строк карты МК/КТП приведены в таблицах 4 и 5.
Таблица 4. Технологическая карта на сварочные работы. пример заполнения строк «К», «М», «Р».
Таблица 5. Технологическая карта на сварочные работы. пример заполнения строк с символами «А» и «Б».
Разработанные ТП утверждают в установленном порядке. Подписи лиц, разработавшего и проверившего документ, а также ответственного за нормоконтроль, обязательны. Если все разрабатывал один человек, то он ставит свою подпись один раз - в графе «Разработал».
Сварочные работы - часть 3:
ТТК Дуговая механизированная сварка порошковой проволокой на стальной скобе-накладке выпусков арматуры в узлах сопряжения ригель-колонна и колонна-колонна.pdf
ТТК Дуговая механизированная сварка порошковой проволокой в инвентарных формах выпусков арматуры в узлах сопряжения ригель-колонна и колонна-колонна.pdf
Технологические указания по сварке узлов примыканий сборных железобетонных конструкций для зданий серии 1.090.1-1.pdf
РТМ 393-94 Руководящие технологические материалы по сварке и контролю качества соединений арматуры и закладных изделий железобетонных конструкций.doc
Рекомендации по антикоррозионной защите стальных закладных деталей и сварных соединений сборных железобетонных и бетонных конструкций покрытиями на основе алюминия.doc
Пособие по методам контроля качества сварных соединений металлических конструкций и трубопроводов, выполняемых в строительстве.doc
ПНАЭ Г-7-022-90 Оборудование и трубопроводы атомных энергетических установок. Дуговая сварка алюминиевых сплавов в защитных газах. Основные положения.doc
ПНАЭ Г-7-009-89 Оборудование и трубопроводы атомных энергетических установок. Сварка и наплавка, основные положения.doc
ПНАЭ Г-10-031-92 Основные положения по сварке элементов локализующих систем безопасности атомных станций.doc
КТ 22.0-10.6-77 Полуавтоматическая сварка стыков арматуры железобетонной Н-образной рамы.pdf
И 1.10-07 Инструкция по сварке цветных металлов в электромонтажном производстве.pdf
Журнал антикоррозионной защиты сварных соединений (приложение 3 СНиП 3.03.01-87).doc
ВСН 452-84 Производственные нормы расхода. Сварка трубопроводов из легированных сталей, автоматическая сварка под флюсом листовых конструкций, сварка стержней арматуры и закладных деталей, газовая резка.doc
ВСН 433-82 Инструкция по полуавтоматической сварке порошковой проволокой монтажных соединений стальных конструкций производственных зданий и сооружений.doc
ВСН 427-81 Инструкция по сварке стальных конструкций порошковой проволокой ППВ-5.doc
ВСН 375-77 Инструкция по автоматической дуговой под флюсом и электрошлаковой сварке с порошковым присадочным металлом (ППМ).doc
ВСН 349-87 Сварка стального оцинкованного профилированного настила для облегченной кровли.doc
ВСН 006-89 Строительство магистральных и промысловых трубопроводов. Сварка.doc
Временная инструкция по технологиям ремонта сварными муфтами дефектов труб и сварных соединений газопроводов.pdf
Временная инструкция по технологиям ремонта сваркой дефектов труб и сварных соединений газопроводов.pdf
Скачать с Ifolder.ru
Скачать с DepositFiles
Скачать с Letitbit.net
Дата: Пятница, 15.01.2010, 03:35 | Сообщение # 17

Схемы входного и операционного контроля качества строительно-монтажных работ. Часть II
Сварка арматуры и закладных изделий, строительно-монтажные работы по возведению каркасно-панельных многоэтажных общественных зданий, производственных и вспомогательных зданий промышленных предприятий в конструкциях каркаса серии 1.020-1/87, монтаж легких ограждающих конструкций
Схемы входного и операционного контроля предназначены для линейных инженерно-технических работников, бригадиров и рабочих, работников отдела контроля качества СМР, работников лабораторной, геодезической и сварочной служб, осуществляющих самоконтроль, входной, операционный и приемочный контроль качества СМР.
В формате PDF. 7,6 Мб.
Скачать с Ifolder.ru
Скачать с DepositFile
Скачать с Letitbit.net
Дата: Суббота, 16.01.2010, 11:24 | Сообщение # 18
Типовые технологические карты и нормативно-методические документы по технологии отделки фасадов:
ТТК Очистка от загрязнений фасадов зданий, окрашенных перхлорвиниловыми красками
ТТК Очистка от загрязнений облицованных фасадов зданий
ТТК на выполнение работ по реставрации фасадов с применением композиции Силор
ТК на устройство штукатурных покрытий фасадов на основе декоративных вяжущих низкой водопотребности
ТК на устройство штукатурных покрытий фасадов
ТК на устройство и применение средств подмащивания для организации рабочих мест на высоте при отделке фасадов зданий
ТК на отделку наружных стеновых панелей и деталей фасадов зданий мелкозернистыми декоративными материалами методом напыления по клеящей основе
ТК на окраску фасадов зданий стойкими фасадными красками
ТК на облицовку фасадов плитами из естественного и искусственного камня
ТК на облицовку фасада монолитных железобетонных зданий кирпичом с применением утеплителя
ТК на облицовку фасада кирпичом монолитных железобетонных зданий с лесов
Технологический регламент производства СМР при возведении зданий и сооружений. Производство малярных фасадных работ
Технические рекомендации по технологии применения комплекса отделочных материалов при капитальном ремонте, санации и реконструкции фасадов зданий
Технические рекомендации по технологии окраски интерьеров и фасадов строящихся жилых и общественных зданий
Технические рекомендации по входному контролю качества материалов, применяемых для отделки фасадов
Правила содержания и ремонта фасадов зданий и сооружений в Санкт-Петербурге
МДС 12-24.2006 Устройство обычных, декоративных и гидроизоляционных штукатурных покрытий фасадов зданий
Материалы и технологии производства работ по очистке фасадов зданий и инженерных сооружений
КТП Отделка фасадов мелкозернистыми материалами
КТП на устройство штукатурки фасадов зданий механизированным способом
КТП на облицовку поверхностей фасадными керамическими плитками
КТП Нанесение терразитового раствора на фасады зданий
ЖНМ-2007_03 Содержание и ремонт фасадов зданий и сооружений
Файлы в форматах PDF и MS Word (doc). 13,9 Мб
Скачать с Ifolder.ru
Скачать с DepositFiles
Скачать с Letitbit.net
Дата: Суббота, 16.01.2010, 15:03 | Сообщение # 19
Типовые технологические карты и нормативно-методические документы по технологии вентилируемых фасадов:
Фасадная система Полиалпан. Рекомендации по проектированию и применению для строительства и реконструкции зданий
ТТК на монтаж вентилируемого фасада с облицовкой композитными панелями типа Алюкобонд
ТР 161-05 Технические рекомендации по проектированию, монтажу и эксплуатации навесных фасадных систем
ТК на устройство строительных хомутовых лесов с земли для отделочных работ по фасаду здания
ТК на облицовку кирпичом вентилируемых фасадов из сборных железобетонных плит с прокладкой утеплителя
ТК на использование автомобильных гидравлических подъемников при производстве фасадных работ
Система ALUCOM. Альбом технических решений. Конструкция навесной фасадной системы с воздушным зазором для облицовки плитами из керамики и керамогранита
Система ALUCOM. Альбом технических решений. Конструкция навесной фасадной системы с воздушным зазором для облицовки кассетами из алюминиево-композитных панелей
Подсистема стальных крепежных изделий АТОН-С для навесных фасадных систем. Технические условия
Комплекты крепежных стальных изделий для навесных фасадных конструкций. Технические условия
Каталог конструкций фасадов из типовых сертификационных изделий для применения в городе Москве
Альбом технических решений для массового применения. Системы наружной теплоизоляции фасадов зданий Сэнарджи.pdf
Файлы в форматах PDF и MS Word (doc). 44,9 Мб
Скачать с Ifolder.ru
Скачать с DepositFiles
Скачать с Letitbit.net
Нормативно-методические документы по проектированию и технологии вентилируемых фасадов:
Рекомендации по проектированию навесных фасадных систем с вентилируемым воздушным зазором для нового строительства и реконструкции зданий
Рекомендации по проектированию и применению для строительства и реконструкции зданий фасадной системы с вентилируемым воздушным зазором СЕМ-СИСТЕМА
Рекомендации по проектированию и применению для строительства и реконструкции зданий фасадной системы с вентилируемым воздушным зазором Интерал (Техноком)
Рекомендации по проектированию и применению для строительства и реконструкции зданий фасадной системы с вентилируемым воздушным зазором ГРАНИТОГРЕС
Рекомендации по проектированию и применению для строительства и реконструкции зданий фасадной системы с вентилируемым воздушным зазором АРТ-Система ВФС-V_2005
Рекомендации по проектированию и применению для строительства и реконструкции зданий конструктивных решений по антивандальной защите навесных фасадных систем
Рекомендации по проектированию и применению для строительства и реконструкции зданий в г. Москве фасадной системы с вентилируемым воздушным зазором ТРИОЛ
Рекомендации по проектированию и применению для строительства и реконструкции зданий в г. Москве фасадной системы с вентилируемым воздушным зазором Стоун-Строй
Рекомендации по проектированию и применению для строительства и реконструкции зданий в г. Москве фасадной системы с вентилируемым воздушным зазором ДИАТ-2000
Рекомендации по проектированию и применению для строительства и реконструкции зданий в г. Москве фасадной системы с вентилируемым воздушным зазором U-KON
Рекомендации по проектированию и применению для строительства и реконструкции зданий в г. Москве фасадной системы с вентилируемым воздушным зазором SPIDI
Рекомендации по проектированию и монтажу многослойных систем наружного утепления фасадов зданий
В формате MS Word. 43,2 Мб.
Скачать с Ifolder.ru
Скачать с DepositFiles
Скачать с Letitbit.net
Дата: Суббота, 27.02.2010, 05:11 | Сообщение # 20
Технологические схемы разработки мерзлых грунтов на глубину до 3 м щелевзрывным способом.7z
Дата: Вторник, 09.03.2010, 04:21 | Сообщение # 21
alecs. МДС 12-45.2008 Рекомендации по составлению проекта производства работ на установку и эксплуатацию башенного крана: http://profsmeta3dn.ru/news/2009-12-15-506
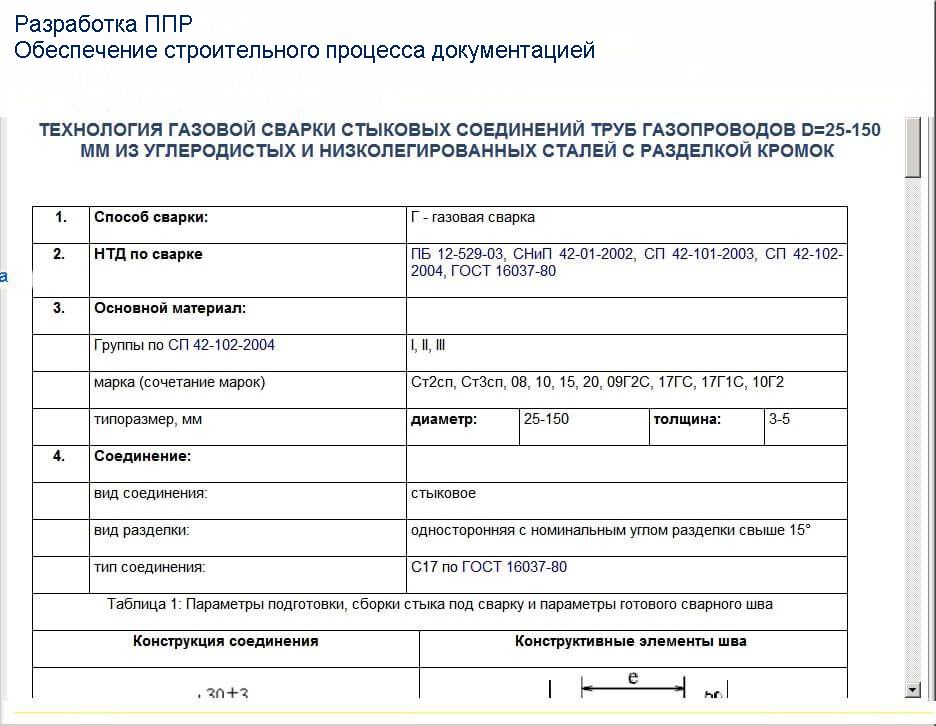
ТЕХНОЛОГИЧЕСКАЯ КАРТА ПО СВАРКЕ
Сварка – сложный процесс, выполнение которого должно производится в строгой последовательностью определенных действий, которые связаны с подготовкой металла, выполнением сварного соединения и последующим контролем. Сварной шов, если не уделить ему должного внимания, является уязвимым местом в любой сварной конструкции. Причиной этому может послужить недостатки в разработке технологии сварки или вообще ее отсутствие, недостаточный контроль, неудачный выбор сварочного оборудования и материалов. Как результат — большое количество брака и убытки понесенные организацией для его устранения. Предотвратить убытки можно корректно разработав инструкцию на выполнение сварочных работ и проконтролировав ее исполнение.
Так что же такое технологическая карта на сварку? Карта технологического процесса сварки или как ее еще называют технологическая карта сварки — это документ, который является результатом разработки технологии сварки конкретного соединения, в котором прописаны самые важные технологические параметры создания сварного соединения, по сути это инструкция по сварке соединений. Технологическая карта сварки была утверждена и введена в активное действие первого января 1984 года, более 30 лет назад. При разработке технологии сварки металлоконструкций каждое сварное соединение должно быть изготовлено в соответствии с разработанной для нее технологической картой сварки.
Технологическая карта по сварке должна содержать следующие данные:
2. Сведения о качестве и подготовке соединения под сварку: данные о разделке (величина зазора, величина притупления, угол наклона разделки и т.д.), о количестве и расположении прихваток, данные о предварительной очистке кромок, размеры шва.
3. Данные о фиксации свариваемого изделия и о возможном подогреве. А также последовательность выполнения проходов в сварном шве.
4. Сведения об используемом сварочном оборудовании и сварочных материалах. Подбор сварочных материалов и оборудования основывается на различных сведениях, полученных из литературы, в том числе профессиональной сварочной (журналы, статьи), на собственном опыте, а также на отзывах организаций.
5. Сведения о режиме сварки в зависимости от способа сварки могут включать: сварочный ток, напряжение дуги, скорость сварки, полярность при сварке, расход защитного газа, скорость подачи проволоки и др. Нарушение рекомендованных режимов сварки может привести к охрупчиванию металла шва и околошовной зоны.
6. Сведения о форме сварного соединения, способах и объемах контроля качества сварного соединения.
Разработка карты технологического процесса сварки начинается с анализа свариваемого материала и подбора способа сварки. После этого производится анализ условий, при которых будет работать сварная конструкция и определяется, какими нормативными документами нормируется изготовление и работа этой конструкции. Далее по данным нормативной литературы и по расчетным данным определяется режим сварки, рассчитывается необходимое количество проходов, геометрия сварного соединения и другие параметры.
Каждая технологическая карта по сварке получает свой идентификационный номер, который в дальнейшем используется для указания в технической документации и спецификациях проекта. Визирует карту технологического процесса сварки сам разработчик, он же ставит свою подпись внизу формуляра.
При строительстве объекта на производстве должен находиться комплект технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
технологических карт всех используемых типов сварных соединений. Полный комплект карт технологического процесса сварки хранится в отделе главного сварщика. Сварщик при выходе на смену получает технологические карты для сварных соединений, которые он выполняет в процессе работы. Осмотр и контроль подготовленных кромок и готового сварного соединения выполняется службой технического контроля в соответствии с разделом контроля качества и испытаний сварных соединений. Таким образом, не происходит никакой путаницы между службами, так как всё необходимое указано в технологической карте сварного соединения.
На каждом предприятии, при организации сварочного производства обязательно составляются карты технологического процесса сварки, иначе сложно выдержать параметры, предъявляемые к качеству выполняемой работы. Некоторые предприятия не могут позволить себе содержание дорогостоящего инженерного состава сварочного производства. Инженерный центр «Mavego» минимизирует Ваши затраты на содержание инженерно-технических работников и на основании договора и технического задания, в кратчайшие сроки разработает комплект технологических карт сварки, а также подберет оборудование и материалы.
Для получения качественного результата проделанной работы при производстве сварочных работ, сварщик должен руководствоваться документом, в котором корректно описаны все этапы выполнения сварки на объекте строительства. Несоблюдение рекомендаций приведенных в технологической карте может привести к разрушению сварного соединения при эксплуатации, что может повлечь за собой необратимые последствия.
Техэксперт: «Стройтехнолог» - это уникальная профессиональная справочная система и незаменимый помощник на всех стадиях работы над объектом — от начала строительства и до ввода его в эксплуатацию. Содержит технологическую и справочную информацию по основным вопросам организации строительства и строительного производства, а также целый комплекс уникальных сервисов и услуг.
ДЛЯ КОГО ПРЕДНАЗНАЧЕНА СИСТЕМА
Система предназначена для широкого круга специалистов строительной отрасли, также для преподавателей и студентов профильных учебных заведений. Она станет назаменимым помощником, если вы:
С системой «Стройтехнолог» вы сможете быстрее и эффективнее решать такие задачи, как:
"Техэксперт: Стройтехнолог" - это более 99 000 новых и измененных документа по строительству: ТТК (типовые техкарты ), СОКК. КТП, ГОТОВЫЕ ПОС, ППР, акты приемки работ, журналы работ и т.д.
Периодические издательства в области строительства
МИН ИСТЕРСТВО СВЯЗИ СОЮЗА ССР
СПЕЦИАЛИЗ И РОВ АННОЕ КОН СТРУК ТОРСК О- ТЕХНОЛОГИ ЧЕСКОЕ
Б ЮРО СТРОИТЕЛЬН ОЙ ТЕ ХНИ КИ СВ ЯЗИ
З ам. начальн ика ГРСС
А. И. Польн иков
«27» март а 1 989 г.
ТЕХНОЛОГИЧЕСКАЯ КАРТА
НА МОНТАЖ МЕТАЛЛОКОНСТРУКЦИЙ АТС МЕТОДОМ
ДУГОВОЙ СВАРКИ
1.1. Технологическая карта разработан а на мон таж метал локонструкций АТС методой дуго вой сварки с применен ием сварочного оборудования и приспособления. Технологическая карта может примен яться в качестве руководства дл я технологически правильн ого выполнения работ при сварке узлов и деталей раз личны х назн ачен ий в автозале, кроссе, шахте и электропи тающи х установ ках.
1 .2. В состав работ, в ыполняемых при монтаже ме таллоконструкций АТС методом сварки, рассматриваемых в технологической карте. входят:
- сварка желобов открыт о го типа на прямых участках в стык и приварка их к настенным кронштейнам или угольникам;
- сварка же лобов открытого типа под углом в 90°, привар ка желобов к насте нны м угольникам при проходе через стену, приварка же лобов вертикально на кроншт ейнах в стен е;
- сварка желобов откр ы того типа при их спусках в каркасном ряду и при проходе через перекрытие пола;
- уст ановка и сварка крон шт ейнов в ш ахте;
- монтаж металлоконструкций методом сварки в шах т е и крос се;
- крепле н ие методом сварки магистральных желобов к рядовы м желобам и магис трального желоба в пролете до 2,5 м;
- креплени е ме тодом сварки воз душных желобов открытого типа для крос си рово чных проводов и рамок с и спытательными гнез дами в абонентском крос се.
1. 3. Работы по св арке узлов и деталей металлоконструкци й могут вып олнят ься в поме щениях а вт оз ал а, ш ахты, к ро сса, выпрямительной и аккумулят орно й. При выполн ении сваро чных работ, особенно в зимний п ери од, должна быт ь включен а про точно- вытяжная ве нтиляция, а при выполн ении сварочных работ в помещени и шахты рекомендуе тся примен ять перенос ные вентиляционные ус тройс тва.
В помещен и и акк умул яторной работы по с варке у зл ов ме талл оконс трукций дол жны быть закон чены до нач ала ус тановки аккумулят орных с ос удов. При выполнении сварочных работ в пом ещ е ния х с установлен ным оборудов анием оборудование должно быть предохранен о от попадания капель металла и окалины.
1 .4. При привязке технологической карты к конкретному объекту и условия м строительства уточняются объемы работ, каль куляция трудовы х затрат, технико-э кономичес кие показатели и средства механизации с учетом максимального использования наличного парка монтажных механ из мов и приспособлений.
2. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ 2.1. Подготовительные работы2. 1 .1. Подготовьте технические помещен ия, в которых будет прои зводиться монтаж уз лов металлоконструкци й при помощи с варки, в соответствии с ГОСТ 1 2.3.003.75, ГОС Т 1 2.2.007.75 и оборудуйте их про тивопожарным инвентарем.
2. 1.2. Доставьте необходимые конструкции и д етали на м еста производства работ и разложите их в соответствии с технологической последовательностью выполнения мон тажных работ.
2. 1 .3. Ознакомьтесь с условиями производства работ и, при необходимости, оборудуйте зону выполнения работ в соответствии с «Правилами техники бе зопаснос ти и пожарной бе зо пасн ости» ( СНиП III-4-80, СНиП II -01-0 2-8 5).
2. 1 .4. Убедитесь в работ оспособности пр иточно- вы тяжной вентиляции.
2. 1 .5. Подготовьте документацию, инструменты и п риспо соб лени я, необходимые при выполнении сварочных работ.
2. 1 .6. Убедитесь в исправности сварочного оборудования.
2.2. Общие сведения о сварочных соединениях2.2. 1. Сварным соединением наз ывают э лемен т сварной конст рукции. состоящий из двух или нескольки х деталей конструкций и сварного шва, соединяю щего эти детали ( см. ГОСТ 5264-80. « Швы с варных соединений» ).
2.2.2. При монтаже металлоконструкций в с треч аются следующие ос новные тип ы соединений: стыковые. нахл есто чны е, тавровые, угловые.
2.2. 3. Стыковые соединения - самые ти пич ные сварные соединения, в которы х торцы или кромки соединяемых детал ей рас полагают с я так, чтобы между ними было расстояние 1 - 2 мм. Детали толщин ой до 6 мм св аривают односторонним шв ом, а более 6 мм - д ву хсторонним швом.
2.2. 4. Нахл есточны е соединения осуществляются путе м наложен ия одного элемента соединения н а другой. Величи на перекрытия должна быть не ме нее удвоенной суммы толщин свариваемы х кромок из делия. Детали при сварке з авари вают с обеих сторон.
2.2 .5. Тавровые соединения - соединения, при которых торец одного э лемента примыкает к поверхности другого элемента свариваемой конструкции под некоторым углом. Для получения прочного шва зазор между с вариваемыми элементами должен составлять 2 ÷ 3 мм.
2.2.6. Угловые соедине н ия осуще ствляют ся при расположе нии свариваемых элементов под прямым или произвольным углом и сварка выполн яется по кромкам э тих элементов с одной или с обеих с торон.
2.2.7. Все описа нны е выше сварные соединения выполняются швом, который представляет собой затвердевший наплавлен ный металл, со единяющий элемен ты сварной конструкции. Сварные швы подразделяютс я по следующим признакам: по положению относительно де йствующего усилия (см. рис. 1). по положению в пространстве (см. рис. 2), по внешней форме (см. рис. 3).
Рис. 1. Положение с варных швов относительно действующего усил и я:
а) фланговый, б) лобовой, в) косой
Р ис. 2. Положение с варных швов в пространстве :
а) нижний, б) горизонтальный, в) вертикальный, г) потолочный
Рис. 3. Внешние формы свар н ых швов:
а) выпуклый, б) нормальный, в) вогнутый
2.2.8. Диаметр электрода для с варки устанавливают в завис имости от толщины с вариваемых кромок, вида с варн ого с оединения и размеров шв а. Для стыковых соединений приняты практичес кие рекомен дац ии по выбору диаметра э лектрода в зависи мости от толщины с вариваемых кро мок:
Т олщина с вариваемых кромок, мм
2.2.9. При выполнении угловых и тавровых соед и нений прин имают во внимание величину катета шва. при катете шва 3 ÷ 5 мм сварку производят э лектродом диаметром 3 ÷ 4 мм, а при катете 6 ÷ 8 мм применяют электроды диаме тром 4 ÷ 5 мм.
2.2 .1 0. По выбранному диаметру э лектрода ус танавливают величину с варочного тока, которая должна быть указана на заводской этикетке, приклеенной к пачке с электродами.
2.2. 11. Величину с варочного тока для э лектродов 4 ÷ 6 мм можно определить по формуле:
Y = ( 40 ÷ 60 ) · D э.
где Y - величина с варочного тока, А;
D э - ди ам ет р электрода, мм.
2.2. 1 2. Величину сварочного тока для электродов диаметром мен ее 4 мм и более 6 мм мож но определить по формуле:
Пр и этом следует вносить поправки, учитывающи е толщин у металла и полож ение сварного шва.
Пр и толщине кромок от 1 ,3 D э д о 1,6 D э расчетную вели чи ну сварочн ого тока уменьшают н а 1 0 ÷ 1 5 %, а при толщине кромок более 3 D э - увели чив ают на 1 0 ÷ 1 5 %. Сварку вертикальных и потолочных швов выполняют током, на 1 0 ÷ 1 5 % меньш е расчетного.
2.2. 1 3. Металлические электроды для дуговой сварки из готавливают в соответствии с ГОСТ 9466-75. « Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация, размеры и общие технические требовани я».
Диаметр электрода, мм
2.2 .1 4. Допустимые отк лонения по длине электрода при ручном изготовлении до ± 7 мм, а при машинном до ±3 мм. Допустимые отклонения по диаметру в пределах от - 0,1 2 до +24 мм в зависимост и от значения диаметра и установленной степени точности.
2.3. Последовательность и методы выполнения работ2.3. 1. Произведит е сборку св арочного поста (см. ри с. 4), для чего:
Рис. 4. С х ема с оедин ения с варочно го пос та для ручной с варки
а) установит е сварочны й трансформатор в специально оборудованн ом, в соответстви и с « Правилами те хн ики безопасн ости и пожарной безопасности ». месте. Марку сварочного трансформатора выбирайте по табл. 2.
Сварочный ток, А
Номинальная мощность, кВ·А
Габаритные размеры, мм
570 × 325× 530
630 × 365× 590
420 × 260× 450
570 × 720× 835
585 × 555× 81 8
585 × 760× 848
555 × 585× 888
720 × 845× 780
Пр и мечание. В таблице приведены серийно выпускаемые тран сформаторы для ручной дуговой сварки. Допускается замена трансформаторов другими, ан алоги чны ми по при мен ению ;
б) подсоедините уста н овл енный сварочный трансформатор к сети электропитания через рубильник или магнитный пускатель при помощи проводов П РГ (ГОСТ 20520- 80), АК РП Т или АКП РТН (ГОСТ 1 3497-77Е);
в) заземлите корпус сварочного трансформатора при помощи проводов, указанных в п. б;
г) подсоедините одну из клемм сварочного трансформатора к свариваемой детали при помощи зажима ( см. р ис. 5) проводами ПРГ ( ГОСТ 20520- 80), АКРП Т или АКП РТН (ГОСТ 1 3497-77Е);
Ри с. 5. Зажимы для присое дине ния сва рочного провода к свариваемому изделию:
а) наружный, б) винтовой
д) подсоедините вторую клемму свароч н ого трансформатора к электродержателю (см. ри с. 6) проводами П РГД или П РГДО (ГОСТ 6731 -77Е);
Рис. 6. Виды эл ект ро додерж ат еле й
е) вы бирайте с ечение проводов для с варочных работ при их длине не более 3 0 м по рекомендуемым нормам:
Наибольшее значение сварочного тока, А
ж) при дл и не с варочных проводов до 1 00 - 1 50 м п адение напряжени я определяйте по формул е:
где Ul - паде н ие напряжения, В;
J - сварочный ток, А;
ρ - удельное сопротивление проводов, Ом· м;
l - длина проводов, м ;
s - площадь сечения проводов, мм 2.
Если значение Ul превышает допустимое более чем на 5 %, необходимо увеличить площадь сечения проводов;
з) пользуйт е сь для защиты глаз и кожи лица при в ыполнен ии сварочных работ щитками, мас ками или шлемами (ГОСТ 1 361- 69) (см. ри с. 7).
Ри с. 7. Сре дс тва защиты от воздействия с варочной дуги и брызг металла
2.3.2. Прои зв едите к репл ени е в соответстви и с проектной и инструкти вн ой документацией всех необходимых настенных угольников. кронш те йн ов в поме щениях автозала, кросса, шахты и элект ро питающи х установок.
2.3.3. Уложите н а прикрепленные к стенам кронштейны секции желобов открытого типа, придвиньте их друг к другу так, чтобы между ними остался зазор, р авный 1 ÷ 2 мм, сварите отдельные секции желобов одн осто ронним швом (см. р ис. 8 ) и приварите полученную трассу ж е лобов к кронштей нам с двух сторон (с м. р ис. 9 ) при ширине ж е лобов 400 ÷ 6 00 мм или с одной стороны в шахматном порядке - при шири не желобов 1 50 ÷ 300 мм.
Р и с. 8. Сварка желобов в с тык
К на с тенным угольникам к онцы магистральных желобов пр ивариваются с двух сторон так, как указано на рис. 9.
Рис. 9. Крепле ние желоба к кронштейну или угольнику вдоль с тены
2.3.4. Пропустите маг и стральный желоб че рез отверстие в с тене помещения, п ридвиньте его к магис тральному желобу, улож енн ому и закрепленному (см. п. 2.3.3) так, чтобы зазор между желобами был равен 1 ÷ 2 мм, и произведите сварку магис тральных желобов в с тык под углом 90° (с м. р ис. 10 и рис. 11). При этом каждая боковая полос а желоба про вариваетс я с о вс ех с торон.
Рис. 11. Крепление магистрального желоба при стыке в 90°
2.3.5. Приварите магистральный жел о б в проходе через с тену к н ас тенным угольникам (с м. р ис. 12). Сварка произ водитс я с одной с тороны желоба одн осторонним швом в шахматном порядке.
Р ис. 12. Проход магис тральн ого жалоба через стену
2.3.6. Приварите вертикальные магистральные желоба к кронштей н ам, з акреплен ным на стен е помещения (см. рис. 13). Сварка произ водитс я к каждому кронштейну с трех с торон.
Рис. 1 3. Креп ле ние в ертикально го м агист рально го жел оба к стене
2.3 .7. Смонтируйте спуски магистральных же лобов в каркасном ряду (см. р ис. 14), при этом приварку желобов к крон штейнам каркасного ряда произведите с трех сторон каждой боковой полосы желоба.
Ри с. 14. Спуск желобов в каркасном ряду
2.3.8. Смонтируйте спуски маги с тральных желобов в мес тах их прохода через перекрытие пола (см. р ис. 15). При произ водстве работ прив арку магистральных желобов к обрамл ению проходного отверстия произведите с обеих сторон боковых полос желоба.
Рис. 15. Проходно е устройство магистральных желобов через перекрытие
2.3.9. Смонтируйте металлоконструкции в помещении шахты. Основания щелевых кронштейнов привариваются к фундаментным угольникам. В верхней части кронштейны пр и варивают к стальной полос е 3 0×4. Приме р установки кронште йнов в шахте показан на рис. 16.
Рис. 1 6. Пример установки кронштейнов в шахте
Крепление рядов щелевых кронштейнов между собой и к стенам помещений производится при помощи магистральных угольников 40×50×4, которые приваривают к верхней ча с ти щелевых кронштейнов и настенным угольникам. Рядовые желоба в помещени и шахты приваривают к магистральным угольникам, при чем к крайним угольникам желоба приваривают с двух сторон (см. р ис. 9), а к остальным угольникам - с одной стороны в шахматном порядке ( см. ри с. 17 и рис. 18).
Рис. 1 7. Рас положение и места сварки жело бов в ш ахте (примерн ое)
Рис. 1 8. Расположение и места сварки желобов в ш ахт е (п ри мерн ое)
2.3. 1 0. Магистральные угольники крепл ения рядов кронштейнов в шахте сращиваются методом сварки в стык (с м. ри с. 19а ) или внахлес т (с м. ри с. 19б).
Рис. 19. Примеры сращивания магистральны х угольников
2.3 .11. Произ ведите монтаж в оздушн ых желобов по стенам поме щения шахты. Пример распо ложения и места сварки желобов приведе н на рис. 20 и рис. 21.
Рис. 20. Расположение и места сварки желобов в шахте ( примерное)
Ри с. 21. Расположе ние и места сварки желобов в шахте (примерное)
2.3 .1 2. Монтаж ме таллоконс трукций в к ро сс е производитс я аналогично монтажу металл оконструкци й в шах те. Ряды стативов в кроссе крепятся между собой и к настенным угольникам помещения при помощи магистральных угольников 40×50×4, которые приваривают к каркасу кросса и настенным угольникам. Крепление рядовых желобов в кроссе методом сварки производится аналогично креплению в шахте. Пример установки желобов над ячейками крос са показан на ри с. 22.
Р ис. 22. Приме р уст ановк и желобов над я чейками к росса
2.3. 1 3. Крепление маги стральных желобов к рядовым ос ущес твляетс я методом сварки при помощи с тержня, который приваривают к боковым полосам рядовых и магистральн ых желобов с обеих сторон (см. ри с. 23).
Рис. 23. К реплени е магистрального желоба к рядовому
2.3. 1 4. Крепление магистральных желобов Ж магистральным желобам в пролете до 2,5 м ос уществляе тся методом с варки, причем магистральный желоб для прочнос ти усиливают с тальными стержнями, привариваемыми к обеим боковым полосам желоба (см. р ис. 24).
Рис. 24. Крепление ж е ло ба в п ролете до 2,5 м
3. 3.1 5. Крепление желобов для к рос сиров очны х проводов производится аналогич но креплению магистральных желобов в пролете до 2,5 м также методом сварки, только б ез использования стальных стержне й жесткости. Пример крепления же ло бов приве ден на рис. 25.
Рис. 25. Пример крепления желоба для хромировочных проводов
2.3. 1 6. Крепление рамки с испы тательными гнездами в абонентском кроссе производится методом с варки. При мер к репл ения рамки методом сварки показан на рис. 26.
Ри с. 26. Крепле ние рамки с ис пытате льными гнездами в абоне нтс ко м кроссе
2. 3.1 7. После окончания монтажа металлоконструкций произ водится очистка сварных соедин ений от окалин ы, проверка качества их выполнения и окраска серой эмалью.
2.3. 1 8. В процессе проверки качества сварных соединений путем вне шнего осмотра при помощи лупы с 10-кратным у велич ением могут быть обнаружены дефекты. Виды дефектов, получившихся в процессе сварки, приведены на рис. 27.
Рис. 27. Вид ы дефектов при сварке
2 .3.1 9. Де фекты с варных соединен ий исправляют подв арко й с последую щей очи сткой от окалины и покрытием одним с лоем се рой эм али.
2.4. Меры безопасности при выполнении сварочных работ2.4. 1. Корпуса источников питания дуги (трансформаторы ), с варочн ого вспомогательного оборудован ия и сваривае мые изделия заземляю тс я до начала работ.
2.4.2. За з емле ние осуществляется медны м п роводом, один кон ец которого подсоединяетс я к специальному болту с надписью « Зе мля» на корпусе источника питани я дуги, а второй конец - к заземл яющ ей шине.
2.4 .3. Для подключения сварочного трансформатора к сети используются настенные ящики с рубильниками, пре дохранителями и зажимами. Дл ина проводов се тевого питания не до лжна превы шать 10 м.
2.4.4. При необходимости наращивания проводов питания применяется соеди ни тельная муфта с прочной изоляционной массой.
2 .4.5. Провода питания подвешиваются на высоте 2,5 - 3,5 м. а спуски проводов заключаются в ме талличес кие трубы.
2.4.6. Сварочные про в ода должны примен яться с исправной изоляцией и иметь сечение, соответствующее сварочному току.
2.4.7. Св е тофильтры, которые вставляются в смотровое отве рстие щитка, маски или шле ма, выбираются в соответствии с ГОСТ 9497- 60, в зависимости от сварочного тока. Предусмотрены че ты ре типа сте клянных с вето фильтров: Э-1 (для токов 30 - 75 А), Э-2 ( для токов 75 - 200 А), Э- 3 (для токов 200 - 400 А), 3 - 4 (для токов б олее 400 А).
2.4.8. Дл я з ащиты глаз рабочих, помогающих при выполнении с варочных работ, применяются светофиль тры В-1. В- 2 и В- 3.
2.4.9. Сварочные работы производятся в сп е цодежде из брезента или пл отного с укна, в рукавицах и головном уборе. при этом брюки не должн ы быт ь з аправлены в обувь. карманы - должны быт ь з акрыты клапанами, а куртка н е должна быть заправлена в брюки.
2.4 .1 0. При сварке потолочн ых, горизон тальных и вертикальных швов надевают брез ентовые нарукавники и плотно з авязывают их поверх рукавов у кистей рук.
2.4. 11. Сварные швы зач ищают от шлака лишь после полн ого остывания и обязательно в очках с простыми стеклами.
2.4. 1 2. Вентиляционные ус тройства до лжны обеспечивать воз духообмен при ручной дуговой сварке электродами с качественным покрытием от 4000 до 6000 м 3 на 1 кг расхода электродов.
2.4. 1 3. На рабочем месте допускаются следующие концентрации веществ в воздухе (в мг /м 3 ): м арганец и его соединения - 0,3; хром и его соединения - 0,1 ; свинец и его соединени я - 0,001 ; фтористый водород - 0,5; окись а зота - 5,0; бензин, ке росин - 300,0.
Концентрация нетокс и чной пыли более 1 0 мг /м 3 не допускается, однако, если содержание кварца в пыли превышает 1 0 %, то концентрация нетоксичной пыли допускается только до 2 мг/м 3.
2.5. Численно-квалификационный состав исполнителейРаботы по монта ж у металлоконс трукций АТС методом сварки выполняются звеном общей численностью 3 чел овек а, в состав которого входят: мон тажн ик связи 5 разряда и д ва м онтажник а связи 4 раз ряда, один из которых закончил курсы по методам вып олнения сварочн ых работ.
2.6. Калькуляция трудовых затратНорма вре м ени на сварку - Т слагается и з пяти э лемен тов: подготовительного времени - t п. о сновног о времени - t о. вспомогательного времени - t в. дополн и тельного времени - t д и з аключительного времени - t з .
где Y = 7,85 г/см 3 - удельная плотно с ть с тали ,
F = 0 ,5 5 с м 2 - поп еречное сечение ш ва,
L = 1 00 см - длина шва,
d в = 1 0 г/А·ч - коэф фициен т наплавки электродов,
J = 1 80 А - сила то ка п ри сварке.
Куч. = 0,25 - коэффициент, учиты вающи й организацию труда,
к - коэффици ент, учитыв ающий организ ацию труда на 1 00 см шва,
t о - основное время горения дуги .
Калькуляция тр у до вы х затрат приведена в табл. 3.
3. ТЕХНИКО-ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ 4. МАТЕРИАЛЬНО-ТЕХНИЧЕСКИЕ РЕСУРСЫ