

 Рейтинг: 4.9/5.0 (1922 проголосовавших)
Рейтинг: 4.9/5.0 (1922 проголосовавших)Категория: Бланки/Образцы
2.4 Выбор и обоснование способа получения исходной заготовки
Основными критериями при выборе способа получения исходной заготовки является достижение ее минимальной себестоимости, максимальное приближение заготовки по форме и размерам к готовой детали, и, следовательно, повышение КИМ, обеспечение необходимых требований к точности и шероховатости поверхностей заготовки. При выборе способа получения заготовки необходимо руководствоваться материалами, приведенными в литературе [1].
Учитывая форму детали (крышка), материал – сталь 15Л-1 ГОСТ 977–65 и заданный по условию тип производства – среднесерийный можно предположить несколько способов получения заготовки, а именно:
Литье в песчаные формы и литье в кокиль. Второй вариант по отношению к первому имеет преимущества: расход металла меньше на 10…20 % за счет сокращения литниковой системы; трудоемкость механической обработки вследствие уменьшения припусков и высокой точности размеров уменьшается в 1,5…2,0 раза.
Принимаем литье в кокиль.
2.5 Разработка маршрутного технологического процесса изготовления детали
Операция 005 Заготовительная
Заготовку (отливка) получаем методом литья в кокиль.
Операция 010 Термическая
Эта операция предназначена для снятия внутренних напряжений после литья (отжиг).
Оборудование – термическая печь.
Измерительный: инструмент пирометр ГОСТ 8335-74.
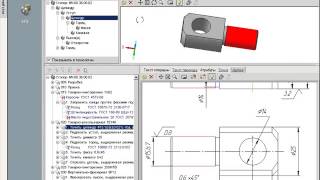
Операция 015 Токарная с ЧПУ
На данной операции обрабатываются наружные и внутренние цилиндрические поверхности (1,3 – 8, пов.2 – обрабатывается предварительно), нарезается резьба. Обработка ведется в два установа (рис.2.2).
Оборудование - токарно-винторезный станок с ЧПУ - 16К20Ф3.
Инструмент: резцы проходные упорные, расточные, резцы для нарезки резьбы, резцы специальные, оснащенные пластинками из твердого сплава Т5К10, Т15К6.
Мерительный инструмент: калибр-пробка d52Н8 ГОСТ14810-69, калибр-кольцо резьбовое ГОСТ17766-72, штангенциркуль ШЦ–І–125–0,1 ГОСТ 166-89.

Рисунок 2.2 – Операция 015 – Токарная с ЧПУ
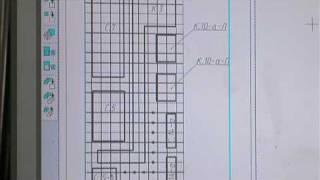
Операция 020 Горизонтально – фрезерная
На данной операции обрабатываются наружная поверхность 2 (шестигранник). Обрабатывается сразу партия заготовок, установленных в ряд.
Оборудование: горизонтально-фрезерный станок 6Р82Г.
Инструмент: две 3-х сторонних фрезы, оснащенные пластинками из твердого сплава Т5К10, ГОСТ5348-69.
Мерительный инструмент: штангенциркуль ШЦ–І–125–0,1 ГОСТ 166-89.
Обработка выполняется за три установа. На установе А заготовка лишена 5 степеней свободы (УБ + ДОБ). На установе Б и В заготовка лишена 6 степеней свободы (УБ+ДОБ+ОБ).
Операция 025 Технический контроль
Контролируется выполнение требований, предъявляемых к точности, шероховатости и взаимному расположению поверхностей детали.


Рисунок 2.3 – Операция 020 – Горизонтально - фрезерная
2.6 Заполнение маршрутной карты технологического процесса
Заполненные маршрутные карты технологического процесса изготовления крышки представлены в приложении В.
1.Маталин А.А.Технология машиностроения.-Л.:Машиностроение,1985-496с.
2.Методичні вказівки до виконання обов’язкового домашнього завдання.
Укладач О.У.Захаркін.- Суми: Вид-во СумДУ,2004-10с.
3.Справочник технолога-машиностроителя. В 2-х т. Под редакцией
. единичного технологического процесса изготовления детали Картер
Аннотация 6 Введение 7 1. Исходные данные 10 1.1. Базовая информация 10 1.2. Руководящая информация 11 1.3. Справочная информация 12 2. Обзор.
Она крепится болтами к кронштейну (поз .27сб), который, в свою очередь, крепится болтами (поз .28) к плите (поз .1). Шток пневмоцилиндра соединен с рычагом (поз .19), который является.
Кроме того, сборка производится на предварительно собранных сборочных единицах, так как такая организация сборочных работ значительно сокращает длительность общей сборки по.
Раздел: Рефераты по технологии
Тип: реферат Просмотров: 4900 Комментариев: 4 Похожие работы
Оценило: 8 человек Средний балл: 4.4 Оценка: 4 Скачать
. процесса механической обработки детали "Стакан"
Введение Одной из приоритетных задач современного машиностроения является оснащение всех основных производств современной техникой и передовыми.
В штампованной заготовке структура металла более однородна, благодаря этому деталь будет более прочной по сравнению с литьем .
Маршрутный технологический процесс разработан на основе анализа конструкторского чертежа детали и обоснованного выбора заготовки .
Раздел: Промышленность, производство
Тип: дипломная работа Просмотров: 5664 Комментариев: 2 Похожие работы
Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
Аннотация В дипломном проекте разработан технологический процесс на механическую обработку детали "Вал первичный" с годовой программой выпуска 800.
Уменьшение количества деталей в сборочной единице, путём объединения нескольких простых деталей в одну более сложную не имеет необходимости, так как это приведёт к усложнению.
Заготовки для деталей типа стержня с утолщением, колец, втулок. деталей со сквозными- и глухими отверстиями, целесообразно получать на горизонтально-ковочных машинах (ГКМ).
Раздел: Промышленность, производство
Тип: дипломная работа Просмотров: 8811 Комментариев: 2 Похожие работы
Оценило: 2 человек Средний балл: 3.5 Оценка: неизвестно Скачать
Реферат Жарков С.В. Технологический процесс изготовления корпуса цилиндра типа Г29-3. Кафедра "Технология машиностроения". Дипломный проект.
Учитывая конструкцию изготавливаемой крышки и материал заготовки - сталь 45Л ГОСТ 977-75, можно предложить два основных альтернативных метода получения заготовки :
Подставив полученные значения масс детали и заготовки в формулу 2.2. получим коэффициент использования материала для литья в земляные формы:
Раздел: Промышленность, производство
Тип: дипломная работа Просмотров: 6391 Комментариев: 2 Похожие работы
Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
Дубл. Взам. Подл. 1 2 Разраб. Куцак Пров Белоус Н. Контр. Трифонова М 01 Сталь 45 ГОСТ 1050-88 Код ЕВ МД ЕН Н.расх. КИМ Код загот. Профиль и размеры.
И т.к. корпус коробки выводов и крышки применяется во взрывоопасной промышлености и в технических требованиях указаны места контроля "взрыв", то это является существенной причиной.
Гидропроцесс поз .2 состоит из бака для рабочей жидкости, стола с напорным трубопроводом и сдвоеного пневматическогопресса, на шток которого прикрепляютсяя приспособления для.
Раздел: Рефераты по технологии
Тип: дипломная работа Просмотров: 3988 Комментариев: 3 Похожие работы
Оценило: 3 человек Средний балл: 4.3 Оценка: неизвестно Скачать
Проект участка механической обработки детали "Стакан"
Введение Технология машиностроения должна изучать закономерность протекания технологических процессов и выявить параметры, воздействуя на которые.
Графическая часть содержит: чертеж детали. чертеж заготовки. чертежи карт наладок на сверлильную и токарную операции технологического процесса, сборочный чертёж приспособления.
Сталь 40Х используется для изготовления осей, валов, валов - шестерни, плунжеров, штоков. коленчатых и кулачковых валов, кольц, шпинделей, оправок, губчатых венцов, болтов.
Раздел: Промышленность, производство
Тип: дипломная работа Просмотров: 7023 Комментариев: 2 Похожие работы
Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
ВВЕДЕНИЕ Длительное сохранение работоспособности оборудования и сведение к минимуму суммы затрат на его поддержание (восстановление), а также потерь.
При разборке следует наносить на нерабочие торцовые поверхности деталей цифровые метки, облегчающие подбор деталей к сборке и саму сборку .
Установить стакан (поз .8) и установить крышку (поз .9). Установить иглу (поз .4), втулку (поз .3) и установить крышку (поз .2).
Раздел: Промышленность, производство
Тип: курсовая работа Просмотров: 1318 Комментариев: 2 Похожие работы
Оценило: 0 человек Средний балл: 0 Оценка: неизвестно Скачать
Исходные данные для проектирования: а) Задание на проектирование с указанием объекта производства и программы выпуска. Наименование детали Приведенная.
Общая сборка поршневых компрессоров проводится на специальных участках общей сборки. реже - в специальных цехах, куда поступают все комплектующие детали и сборочные единицы.
При сборке все крепежные детали. имеющие стопорные шайбы, должны быть надежно зафиксированы от проворачивания, кроме шатунных болтов, всасывающих клапанов. которые стопорятся после.
Раздел: Рефераты по технологии
Тип: реферат Просмотров: 3511 Комментариев: 2 Похожие работы
Оценило: 1 человек Средний балл: 2 Оценка: неизвестно Скачать
Введение Самый перспективный бизнес на рынке техники - автосервис. Спрос на автосервис постоянно увеличивается. Парк автомашин будет расти еще много.
1- поплавковая камера; 2 - планка привода клапана экономайзера; 3- толкательклапана экономайзера; 4- дроссельная заслонка; 5 - рычаг дроссельной заслонки; 6 - жиклер экономайзера.
Клапан должен быть плотно, до полного вдавливания резинового уплотнительного кольца в дистанционную втулку. завернут в крышку .
Раздел: Рефераты по транспорту
Тип: дипломная работа Просмотров: 19025 Комментариев: 2 Похожие работы
Оценило: 5 человек Средний балл: 3.6 Оценка: неизвестно Скачать


















3.1. Оформление форм, бланков и документов - по ГОСТ 3.1104-81.
3.2. Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
3.3. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов. Примечание. Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
3.4. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки, и выполняемые прописной буквой, например, М01, А12 и т.д.
3.5. Указание соответствующих служебных символов для типов строк, в зависимости от размещаемого состава информации, в графах МК следует выполнять в соответствии с табл. 2.
3.6. Служебные символы, применяемые на строках, в которых указаны наименования и обозначения граф, рекомендуется выполнять типографским способом.
Содержание информации, вносимой в графы, расположенные на строке
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки)
Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки)
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки)
Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки)
Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки)
Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки)
Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода
Содержание операции (перехода)
Информация о применяемой при выполнении операции технологической оснастке
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы), составными частями с указанием обозначения деталей, сборочных единиц, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с вертикальным расположением поля подшивки)
3.7. На строках, расположенных ниже граф, в которых указаны их наименования и обозначения, служебные символы проставляет разработчик документов с учетом выбранного им способа заполнения документов.
3.8. При заполнении информации на строках, имеющих служебные символы А, Б, В, Г, Д, Е, К, Л, М, Н, следует руководствоваться правилами по заполнению соответствующих граф, расположенных на этих строках.
3.9. При заполнении информации на строках, имеющих служебный символ О, следует руководствоваться требованиями государственных стандартов ЕСТД седьмой классификационной группы, устанавливающих правила записи операций и переходов. Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. При операционном описании технологического процесса на МК номер перехода следует проставлять в начале строки.
3.10. При заполнении информации на строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки. Информацию по применяемой на операции технологической оснастке записывают в следующей последовательности:
специальный инструмент, применяемый при выполнении специфических технологических процессов (операций), например, при сварке, штамповке и т.п.;
Запись следует выполнять по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак ";". Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например, АБВГ ХХХХХХ.ХХХ (2) фреза дисковая.
1. В случае неприменения какой-либо технологической оснастки, записывают оснастку, следующую по порядку очередности.
2. Допускается не указывать количество применяемых единиц технологической оснастки.
3.11. Последовательность заполнения информации для каждой операции по типам строк приведена в табл. 3.
Примечание. В случае отсутствия информации с каким-либо служебным символом, записывается информация со следующим служебным символом по порядку.
Вид технологического процесса
Вид описания технологического процесса (операции)
Примечание. При маршрутно-операционном описании технологического процесса очередность заполнения служебных символов производится в зависимости от вида описания данной операции.
3.12. Графы форм следует заполнять в соответствии с табл. 4.
3.13. Размеры граф форм следует выбирать в соответствии с табл. 5, исходя из шага печатающих устройств 2,6 мм.
3.14. Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5 - 1,5 мм. При автоматизированном проектировании разделение граф по вертикали и разделение строк по горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464-87.
1. Допускается разделять графы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделение граф производить не на каждой строке.
3. При автоматизированном проектировании допускается разделение строк по горизонтали не производить.
Наименование (условное обозначение) графы
Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например, М02; Б04. Допускается при указании номера строки в пределах от 01 до 09 применять вместо 0 знак диам. например М диам. 2, Б диам. 4
Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби "/", например, лист БОН-2.5 X 1000 X 2500 ГОСТ 19903-74/III-IV В Ст.3 ГОСТ 14637-89
1. В графе "Количество знаков" дано количество знаков размера графы, в скобках указано количество знаков вносимой информации.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
3.15. При разработке типовых и групповых технологических процессов в МК следует указывать только постоянную информацию, относящуюся ко всей группе изделий (деталей, сборочных единиц).
3.16. Оформление основных надписей в формах - по ГОСТ 3.1103-82.
3.17. При применении форм МК для разработки технологических процессов при производстве опытного образца (опытной партии) допускается выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установок непосредственно на поле документа, взамен карты эскизов (КЭ). В этом случае всем строкам, занятым графическим изображением будет присваиваться служебный символ О.
Оформление графических изображений - по ГОСТ 3.1104-81.
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (оборотная сторона)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
3.18. При проектировании технологических процессов на форме 3, в случае применения средств механизации (оргавтоматов и т.п.), в строке со служебным символом М02 допускается обозначения граф располагать под вносимой в них информацией.
3.19. Примеры оформления МК приведены в рекомендуемом приложении.
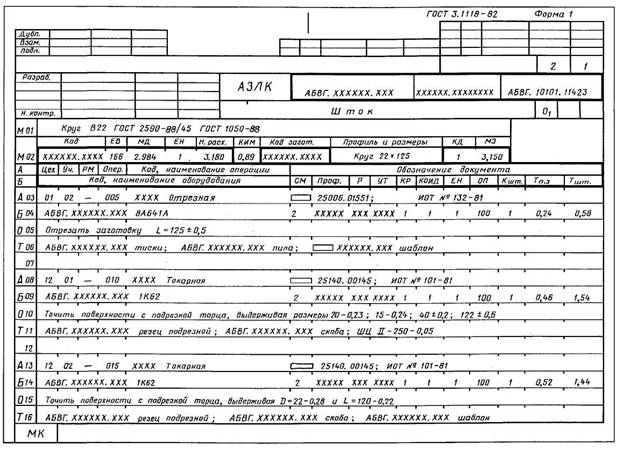
Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки резанием
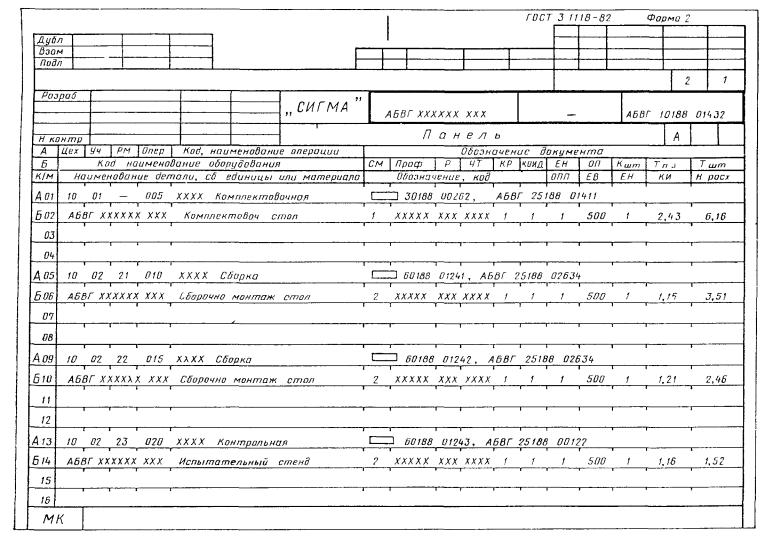
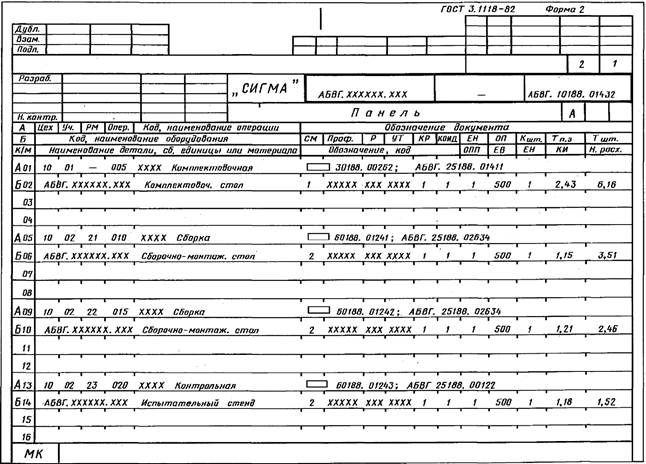
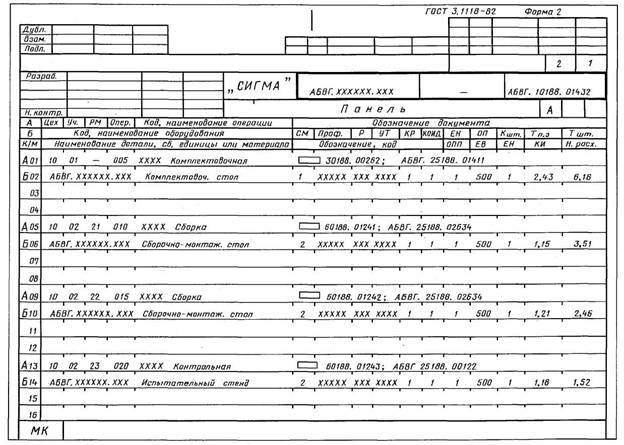
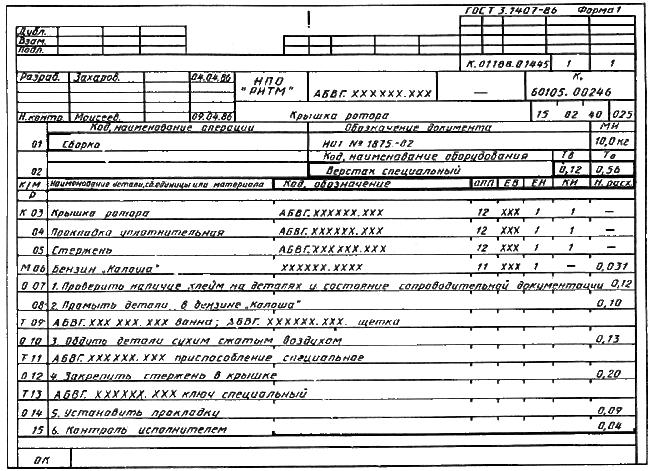
Пример оформления маршрутной карты на единичный технологический процесс (операционного описания) сборки
1.1. Маршрутная карта (МК) является составной и неотъемлемой частью комплекта технологических документов (далее - документов), разрабатываемых на технологические процессы изготовления или ремонта изделий и их составных частей.
1.2. Формы МК, установленные настоящим стандартом, являются унифицированными и их следует применять независимо от типа и характера производства и степени детализации описания технологических процессов.
2.1. Выбор и установление области применения соответствующих форм МК зависят от разрабатываемых видов технологических процессов, специализированных по применяемым методам изготовления и ремонта изделий и их составных частей, назначения формы в составе комплекта документов и применяемых методов проектирования документов. Выбор и установление области применения форм МК осуществляет разработчик документов в соответствии с порядком, установленным в отрасли или на предприятии (в организации) по табл. 1.
2.2. При маршрутном и маршрутно-операционном описании технологического процесса МК является одним из основных документов, на котором описывается весь процесс в технологической последовательности выполнения операций.
2.3. При операционном описании технологического процесса МК выполняет роль сводного документа, в котором указывается адресная информация (номер цеха, участка, рабочего места, операции), наименование операции, перечень документов, применяемых при выполнении операции; технологическое оборудование и трудозатраты.
3.1. Оформление форм, бланков и документов - по ГОСТ 3.1104-81.
3.2. Для изложения технологических процессов в МК используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ.
3.3. Служебные символы условно выражают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для обработки содержащейся информации средствами механизации и автоматизации. Простановка служебных символов является обязательной и не зависит от применяемого метода проектирования документов. Примечание. Допускается не проставлять служебный символ на последующих строках, несущих ту же информацию, при описании одной и той же операции, на данном листе документа, для документов, заполняемых рукописным способом или с помощью печатающей машинки и не подлежащих обработке средствами механизации и автоматизации.
3.4. В качестве обозначения служебных символов приняты буквы русского алфавита, проставляемые перед номером соответствующей строки, и выполняемые прописной буквой, например, М01, А12 и т.д.
3.5. Указание соответствующих служебных символов для типов строк, в зависимости от размещаемого состава информации, в графах МК следует выполнять в соответствии с табл. 2.
3.6. Служебные символы, применяемые на строках, в которых указаны наименования и обозначения граф, рекомендуется выполнять типографским способом.
Содержание информации, вносимой в графы, расположенные на строке
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки)
Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки)
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки)
Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки)
Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки)
Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки)
Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода
Содержание операции (перехода)
Информация о применяемой при выполнении операции технологической оснастке
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы), составными частями с указанием обозначения деталей, сборочных единиц, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с вертикальным расположением поля подшивки)
3.7. На строках, расположенных ниже граф, в которых указаны их наименования и обозначения, служебные символы проставляет разработчик документов с учетом выбранного им способа заполнения документов.
3.8. При заполнении информации на строках, имеющих служебные символы А, Б, В, Г, Д, Е, К, Л, М, Н, следует руководствоваться правилами по заполнению соответствующих граф, расположенных на этих строках.
3.9. При заполнении информации на строках, имеющих служебный символ О, следует руководствоваться требованиями государственных стандартов ЕСТД седьмой классификационной группы, устанавливающих правила записи операций и переходов. Запись информации следует выполнять в технологической последовательности по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. При операционном описании технологического процесса на МК номер перехода следует проставлять в начале строки.
3.10. При заполнении информации на строках, имеющих служебный символ Т, следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки. Информацию по применяемой на операции технологической оснастке записывают в следующей последовательности:
специальный инструмент, применяемый при выполнении специфических технологических процессов (операций), например, при сварке, штамповке и т.п.;
Запись следует выполнять по всей длине строки с возможностью, при необходимости, переноса информации на последующие строки. Разделение информации по каждому средству технологической оснастки следует выполнять через знак ";". Количество одновременно применяемых единиц технологической оснастки следует указывать после кода (обозначения) оснастки, заключая в скобки, например, АБВГ ХХХХХХ.ХХХ (2) фреза дисковая.
1. В случае неприменения какой-либо технологической оснастки, записывают оснастку, следующую по порядку очередности.
2. Допускается не указывать количество применяемых единиц технологической оснастки.
3.11. Последовательность заполнения информации для каждой операции по типам строк приведена в табл. 3.
Примечание. В случае отсутствия информации с каким-либо служебным символом, записывается информация со следующим служебным символом по порядку.
Вид технологического процесса
Вид описания технологического процесса (операции)
В, Г, Д, Е, Л, Н, М, Т
Примечание. При маршрутно-операционном описании технологического процесса очередность заполнения служебных символов производится в зависимости от вида описания данной операции.
3.12. Графы форм следует заполнять в соответствии с табл. 4.
3.13. Размеры граф форм следует выбирать в соответствии с табл. 5, исходя из шага печатающих устройств 2,6 мм.
3.14. Разделение граф следует производить вертикальными отрезками прямой линии длиной 0,5 - 1,5 мм. При автоматизированном проектировании разделение граф по вертикали и разделение строк по горизонтали следует выполнять наборами соответствующих символов по ГОСТ 27464-87.
1. Допускается разделять графы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделение граф производить не на каждой строке.
3. При автоматизированном проектировании допускается разделение строк по горизонтали не производить.
Наименование (условное обозначение) графы
Обозначение служебного символа и порядковый номер строки. Запись выполняют на уровне одной строки, например, М02; Б04. Допускается при указании номера строки в пределах от 01 до 09 применять вместо 0 знак диам. например М диам. 2, Б диам. 4
Наименование, сортамент, размер и марка материала, обозначение стандарта, технических условий. Запись выполняется на уровне одной строки с применением разделительного знака дроби "/", например, лист БОН-2.5 X 1000 X 2500 ГОСТ 19903-74/III-IV В Ст.3 ГОСТ 14637-89
1. В графе "Количество знаков" дано количество знаков размера графы, в скобках указано количество знаков вносимой информации.
2. Для документов, заполняемых рукописным способом, размеры граф допускается округлять до ближайшего целого числа.
3.15. При разработке типовых и групповых технологических процессов в МК следует указывать только постоянную информацию, относящуюся ко всей группе изделий (деталей, сборочных единиц).
3.16. Оформление основных надписей в формах - по ГОСТ 3.1103-82.
3.17. При применении форм МК для разработки технологических процессов при производстве опытного образца (опытной партии) допускается выполнять графические изображения изделий (деталей, сборочных единиц) или технологических установок непосредственно на поле документа, взамен карты эскизов (КЭ). В этом случае всем строкам, занятым графическим изображением будет присваиваться служебный символ О.
Оформление графических изображений - по ГОСТ 3.1104-81.
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (оборотная сторона)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (последующие листы)
Маршрутная карта (первый или заглавный лист)
3.18. При проектировании технологических процессов на форме 3, в случае применения средств механизации (оргавтоматов и т.п.), в строке со служебным символом М02 допускается обозначения граф располагать под вносимой в них информацией.
3.19. Примеры оформления МК приведены в рекомендуемом приложении.
Пример оформления маршрутной карты на единичный технологический процесс (маршрутного описания) обработки резанием
Пример оформления маршрутной карты на единичный технологический процесс (операционного описания) сборки
3.1. Оформление форм,бланков и документов - по ГОСТ3.1104-81.
3.2. Для изложениятехнологических процессов в МК используют способ заполнения, при котороминформацию вносят построчно несколькими типами строк. Каждому типу строкисоответствует свой служебный символ.
3.3. Служебные символыусловно выражают состав информации, размещаемой в графах данного типа строкиформы документа, и предназначены для обработки содержащейся информациисредствами механизации и автоматизации.
Простановка служебныхсимволов является обязательной и не зависит от применяемого метода проектированиядокументов.
Примечание. Допускается не проставлять служебный символна последующих строках, несущих ту же информацию, при описании одной и той жеоперации, на данном листе документа, для документов, заполняемых рукописнымспособом или с помощью печатающей машинки и не подлежащих обработке средствамимеханизации и автоматизации.
3.4. В качестве обозначенияслужебных символов приняты буквы русского алфавита, проставляемые перед номеромсоответствующей строки, и выполняемые прописной буквой, например, М01, А12 ит.д.
3.5. Указаниесоответствующих служебных символов для типов строк, в зависимости отразмещаемого состава информации, в графах МК следует выполнять в соответствии стабл. 2.
3.6. Служебные символы,применяемые на строках, в которых указаны наименования и обозначения граф,рекомендуется выполнять типографским способом.
Содержание информации вносимой в графы, расположенные на строке
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции, обозначение документов, применяемых при выполнении операции (применяется только для форм с горизонтальным расположением поля подшивки)
Код, наименование оборудования и информация по трудозатратам (применяется только для форм с горизонтальным расположением поля подшивки)
Номер цеха, участка, рабочего места, где выполняется операция, номер операции, код и наименование операции (применяется только для форм с вертикальным расположением поля подшивки)
Обозначение документов, применяемых при выполнении операции (применяется только для форм с вертикальным расположением поля подшивки)
Код, наименование оборудования (применяется только для форм с вертикальным расположением поля подшивки)
Информация по трудозатратам (применяется только для форм с вертикальным расположением поля подшивки)
Информация по комплектации изделия (сборочной единицы) составными частями с указанием наименования деталей, сборочных единиц, их обозначений, обозначения подразделений, откуда поступают комплектующие составные части, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода (применяется только для форм с горизонтальным расположением поля подшивки)
Информация о применяемом основном материале и исходной заготовке, информация о применяемых вспомогательных и комплектующих материалах с указанием наименования и кода материала, обозначения подразделений, откуда поступают материалы, кода единицы величины, единицы нормирования, количества на изделие и нормы расхода
Примечание. При маршрутно-операционном описаниитехнологического процесса очередность заполнения служебных символов производитсяв зависимости от вида описания данной операции.
3.12. Графы форм следуетзаполнять в соответствии с табл. 4.
3.13. Размеры граф формследует выбирать в соответствии с табл. 5. исходя из шага печатающихустройств 2,6 мм.
3.14. Разделение графследует производить вертикальными отрезками прямой линии длиной 0,5 - 1,5 мм.
При автоматизированномпроектировании разделение граф по вертикали и разделение строк по горизонталиследует выполнять наборами соответствующих символов по ГОСТ27464-87.
1. Допускается разделятьграфы сплошной вертикальной линией на всю ширину строки.
2. Допускается разделениеграф производить не на каждой строке.
3. При автоматизированномпроектировании допускается разделение строк по горизонтали не производить.
Норма штучного времени на операцию
Примечание. Допускается, в соответствии с отраслевыми нормативно-техническими документами, для МК, применяемой при производстве опытного образца (опытной партии), взамен информации, предусмотренной для внесения в графы 29 и 30, вносить соответственно информацию по Тшт.к (норма штучно-калькуляционного времени на операцию) и Расц. (расценка на единицу нормирования, применяемая для операции)
Наименование детали, сб. единицы или материала
1. В графе «Количествознаков» дано количество знаков размера графы, в скобках указано количествознаков вносимой информации.
2.Для документов, заполняемых рукописным способом, размеры граф допускаетсяокруглять до ближайшего целого числа.
3.15. При разработке типовыхи групповых технологических процессов в МК следует указывать только постояннуюинформацию, относящуюся ко всей группе изделий (деталей, сборочных единиц).
3.16. Оформление основныхнадписей в формах - по ГОСТ3.1103-82.
3.17. При применении форм МКдля разработки технологических процессов при производстве опытного образца(опытной партии) допускается выполнять графические изображения изделий(деталей, сборочных единиц) или технологических установов непосредственно наполе документа, взамен карты эскизов (КЭ). В этом случае всем строкам, занятымграфическим изображением будет присваиваться служебный символ О.
Маршрутная карта (первый илизаглавный лист)
Маршрутная карта (оборотнаясторона)
Маршрутная карта(последующие листы)
Маршрутная карта (первый илизаглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта (оборотнаясторона)
Маршрутная карта (последующиелисты)
Маршрутная карта (первый илизаглавный лист)
Маршрутная карта (первый или заглавный лист)
Маршрутная карта(последующие листы)
Маршрутная карта (первый илизаглавный лист)
Оформление графических изображений- по ГОСТ 31104-81.
3.18. При проектированиитехнологических процессов на форме 3. вслучае применения средств механизации (оргавтоматов и т.п.), в строке сослужебным символом М02 допускается обозначения граф располагать под вносимой вних информацией.
3.19. Примеры оформления МКприведены в рекомендуемом приложении.
ПРИЛОЖЕНИЕПример оформления маршрутной карты на единичный технологический процесс(операционного описания) сборки




Образец карты технологического процесса. Оценка: 88 / 100 Всего: 261 оценок.
Другие новости по теме: