







 Рейтинг: 4.4/5.0 (1868 проголосовавших)
Рейтинг: 4.4/5.0 (1868 проголосовавших)Категория: Руководства
Давно уже не существует московского завода «Красный пролетарий», но станки, которые он выпускал, благодаря их надёжности по-прежнему работают на постсоветском пространстве. Со временем некоторые детали изнашиваются, а при интенсивном постоянном использовании станок необходимо менять. Найти теперь новый токарный станок 1К62 практически невозможно. Поэтому к основной маркировке (на новых станках) добавляются в конце буквенные обозначения, указывающие на дополнения или изменения в конструкции или характеристиках отдельных узлов агрегата.




Кроме усовершенствованных моделей токарного станка, работающего на протяжении нескольких десятилетий в разных отраслях машиностроения, инструментальных цехах и различных лабораториях по разработке сложных металлических конструкций, на рынке можно найти полные аналоги давно разработанного, но не устаревающего морально токарно-винторезного станка 1К62. Оборудование, произведённое в СССР, безотказно работает по сей день. Часто для придания ему товарного вида достаточно лишь подкрасить корпус, если техническое обслуживание проводилось регулярно и в полном объёме.
Некоторые станки требуют замены электрооборудования, шабровки или перешлифовки станины, и этот станок прослужит ещё долгое время. Но для проведения подобного ремонта потребуется техническая документация на станок с техническими характеристиками и размерами.
Паспорт и руководство по технической эксплуатации станка 1К62

Технические характеристики токарного станка 1К62
МодернизацияТокарно-винторезные станки нового поколения, созданные по образу и подобию 1К62, имеют комплектующие более высокого качества, созданные из прочных сплавов, отличающихся от тех, что использовались ранее. Изменилась и электросхема. Электрооборудование станков стало более надёжным, современное оборудование для работ по металлу может иметь разную мощность. Необходимую электрическую схему потребитель оговаривает с поставщиком оборудования в момент заключения договора на поставку. Неизменным показателем в электроприводах является степень безопасности сетей.

Электрическая схема 1К62
Усовершенствованный механизм управления отличается эргономичностью, что позволяет оператору токарного станка 1К62 не прилагать больших физических усилий, чтобы запустить или остановить станок. Шпиндель, муфта и тормоз делают пуск и завершение работы над заготовкой более плавными. Компьютерная разработка станин токарно-винторезных станков даёт возможность производить на любом из них продукцию высокой точности исполнения. Этому способствует и массивная чугунная станина, создающая идеальную жёсткость токарного станка. Такая схема сборки делает работу токаря физически более лёгкой.
Что можно производить на станке 1К62Возможности токарно-винторезного станка 1К62 очень велики. На нём можно обрабатывать детали малого диаметра с незначительным весом и просто огромные. При закреплении заготовки в патроне, её вес может доходить до 300 кг. При закреплении детали в центрах, её вес может доходить до 1300 кг.
От объёма и массы детали, а так же тонкости работы над ней, зависит выбор рабочих инструментов, их размер и другие параметры. Для обработки торцевых поверхностей могут использоваться резцы, развёртки, свёрла, зенкера, метчики и плашки. Использования определённых видов инструмента, заготовка приобретает необходимую сложную форму шестигранника, конуса, цилиндра с резьбой или сложной внутренней структурой (в строгом соответствии с чертежом детали).
Универсальность технических характеристик токарно-винторезного станка 1К62 даёт возможность использовать его для обработки высокопрочных заготовок из закалённого металла, благодаря установке шпинделя на специальные подшипники, которые обеспечивают его жёсткость. Ударные нагрузки при обработке не повлияют на точность изготовления детали.
Применяется станок и для нарезки резьбы разной сложности. Она может быть внутренней и наружной, левой и правой.
Классификация резьбыНа токарно-винторезном станке можно выполнить любую резьбу из перечисленных выше, и многие другие операции. Необходимо только разобраться с терминологией и обозначениями на чертежах и в настройках станка.
Узлы токарно-винторезного станка 1К62Вся нагрузка равномерно распределяется на основании станка, которым служит станина. Она крепится на тумбах. С левой стороны на станине закреплена передняя бабка. В ней расположена коробка скоростей и шпиндель, прикреплённый к патрону. Справа располагается задняя бабка – эта деталь легко перемешается по продольной направляющей каркаса. С её помощью на станке крепятся заготовки разной длины. Режущие инструменты крепятся на суппорте (в центральной части токарного станка) в специальном держателе.
Суппорт токарно-винторезного станка 1К62 имеет два варианта подачи суппорта – продольную и поперечную. Определённую схему движения осуществляют 2 механизма, расположенных в фартуке. В зависимости от операции, выполняемой на станке, определяется, какой из механизмов будет задействован. Для расточки детали подачу осуществляет вращающийся ходовой вал, при выполнении резьбы – ходовой винт. Амплитуда движения суппорта определяется настройками коробки подач.
В нижней части станка, на станине закреплено корыто для отходов, к которым относится стружка и СОЖ, охлаждающая заготовки в процессе работы.

Кинематическая схема токарно-винторезного станка 1К62
Система смазки 1К62Схема системы смазки такова, что весь процесс происходит автоматически. Резервуар, из которого масло начинает своё движение по системе, находится в корпусе передней бабки, вернее, в нижней его части. Чтобы масло достигало каждого, требующего смазки, элемента токарного агрегата, от резервуара идёт трубопровод, обеспечивающий циркуляцию масла по системе.
Смазка приводится в движение плунжерным насосом, который втягивает масло внутрь системы трубок идущих к разным узлам станка. Сам насос, находящийся на нижней крышке фартука, приводится в действие эксцентриковым кулачком, которому передаёт движение вал. Продвигаясь по системе, масло попадает через фильтр к переднему подшипнику шпинделя и на лоток. Собственный вес масла не позволяет ему задерживаться на частях в большом количестве. Стекая произвольно вниз, оно смазывает зубчатые колёса, втулки и остальные части механизма, расположенные ниже.
Задний подшипник имеет 2 способа смазки. Вторым, дополнительным, является фитильный способ смазки. Наличие масла в системе можно увидеть в левой стороне верхней крышки передней бабки, где через небольшое окошечко хорошо видна струя смазочного вещества.
В смазочной системе 1К62 используется пластинчатый фильтр. Его характеристика такова, что для очистки вытаскивать из корпуса его части не нужно, достаточно лишь прокрутить рукоятку 2-3 раза. Такой способ очистки фильтра предусмотрен производителем, в течение первого года эксплуатации, как ежедневная процедура. На более поздних сроках использования этот ритуал может стать еженедельным.
Поперечная рейка станины, по которой перемещается суппорт, смазывается в ручном режиме по мере необходимости. Для этого служит краник, расположенный над ней.
Техническое обслуживаниеСуществует ряд правил, которые помогут содержать токарно-винторезный станок 1К62 в прекрасном рабочем состоянии на протяжении всего срока его использования.




















Универсальный токарно-винторезный станок 1К62.

Токарно-винторезный станок 1К62 является универсальным станком и предназначен для выполнения разнообразных токарных работ, в том числе для нарезания левых и правых резьб: метрических, дюймовых, модульных, питчевых и архимедовой спирали с шагом 3/8'', 7/16'', 8. 10 и 12 мм.
Токарно-винторезный станок 1К62 может использоваться для обработки закаленных заготовок, так как шпиндель станка установлен на специальных подшипниках, обеспечивающих его жесткость. Токарная обработка разнообразных материалов может производиться с ударной нагрузкой без изменения точности обработки.
Высокая мощность главного привода станка, большая жесткость и прочность всех звеньев кинематических цепей главного движения и подач,виброустойчивость, широкий диапазон скоростей и подач позволяют выполнять на токарно-винторезном станке 1К62 высокопроизводительное резание твердосплавным и минералокерамическим инструментом.
Станок 1К62 относится к лобовым токарным станкам, т.е. позволяет обрабатывать относительно короткие заготовки большого диаметра.
Конструкция задней балки токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может осуществляться обработка пологих конусов. Есть возможность соединения задней балки и нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой и использовании механического перемещения балки от суппорта.
На токарный станок 1К62, могут устанавливаться следующие люнеты: подвижный, диаметр установки которого 20-80мм, и неподвижный, его диаметр установки 20-130мм.
Зубчатые колеса, служащие для передачи движения от передней бабки к коробке передач, на станке 1К62 являются сменными.
Продольное перемещение каретки станка 1К62 может быть ограничено специальным упором, устанавливаемым на передней полке станины. Таким образом, при установленном упоре, скорость движения суппорта не может превышать 250мм/мин.
Максимальный диаметр заготовки при установке над станиной – 400мм. Максимальный диаметр прутка, который возможно обработать на токарном станке 1К62 – 45мм. Станок 1К62 имеет 23 скорости вращения шпинделя (минимальная – 12,5 об/мин, максимальная – 2000 об/мин).
В качестве главного привода применен короткозамкнутый асинхронный двигатель, мощность которого 10кВт при скорости 1450 об/мин. Регулировка скорости вращения шпинделя, а так же величин продольной и поперечной передачи суппорта осуществляется благодаря переключению шестерней коробки скоростей (для регулировки скорости шпинделя и подач суппорта используются разные рукояти управления).
Для обеспечения быстрого перемещения суппорта в токарно-винторезном станке 1К62 используется дополнительный асинхронный двигатель. Его мощность 1,0кВт при скорости вращения 1410 об/мин.
Токарный станок 1К62 оснащен тепловыми реле, которые осуществляют защиту двигателей от длительных перегрузок, а также плавкими предохранителями, которые являются защитой от коротких замыканий.
Особенности конструкции токарного станка 1К62 (он отличается надежностью, прочностью, виброустойчивостью, оснащен главным приводом высокой мощности), позволяют в равной степени использовать станок, как для скоростного, так и для силового резания.
В конструкции токарного станка 1К62 для установки шпинделя предусмотрены специальные подшипники, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТу 8-82 токарный станок 1К62 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Токарный станок 1К62, благодаря отличному сочетанию качества и надежности работы, а также неприхотливости при обслуживании, является одним из самых популярных на мелкосерийном и единичном производствах.
На токарном станке может использоваться трехкулачковый самоцентрирующий патрон диаметром 250мм или четырехкулачковый патрон, диаметр которого 400мм.
Базовая модель серии - универсальный токарно-винторезный станок 1К62Д, который является усовершенствованным прототипом хорошо зарекомендовавшего себя во многих странах мира станка 1К62, выпускавшегося ранее заводом "Красный пролетарий".
Токарно-винторезный станок 1К62 отличает превосходное сочетание качества работы и неприхотливость в обслуживании.
Технические характеристики токарно-винторезного станка 1К62.
Паспорт токарно-винторезного станка 1К62.Данное руководство по эксплуатации "Универсальный токарно-винторезный станок 1К62" содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 1К62. Содержание данной документации:
ТЕХНИЧЕСКОЕ ОПИСАНИЕНазначение и область применения станка
Устройство и работа станка и его составных частей
ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИУказание мер безопасности
Настройка, наладка и режимы работы
Схема расположения подшибников
ПАСПОРТОсновные технические данные и характеристики
Сведения о ремонте
Сведения об изменениях в станке
Свидетельство о приемке
Свидетельство о консервации
Свидетельство об упаковке
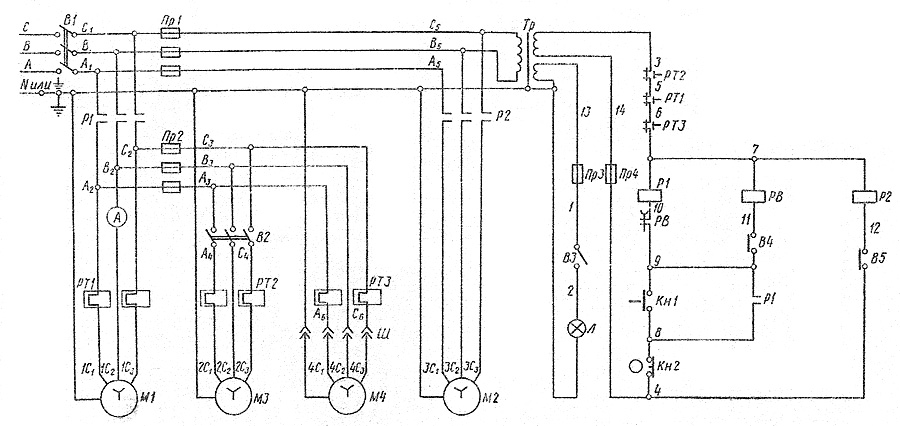
Схема электрическая токарно-винторезного станка 1К62.Схема электрическая принципиальная универсального токарно винторезного станка приведена на следующем рисунке:

Кинематическая схема универсального токарно винторезного станка 1К62 приведена на следующих рисунках:



Назначение технического устройства.
Универсальный токарно-винторезный станок модели 1К62 предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8?, 7/16?, 8, 10 и 12 мм
Класс точности Н по ГОСТ 8-71
Наибольший диаметр обрабатываемого изделия над станиной, мм – 400
Наибольший диаметр обрабатываемого изделия под суппортом, мм – 220
Наибольшая длина обрабатываемого изделия, мм – 710; 1000; 1400
Наибольшая длина хода каретки, мм – 640, 930, 1330
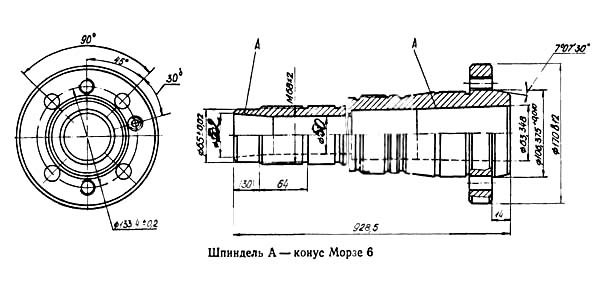
Центр в шпинделе передней бабки по ГОСТ 13214-67 – конус Морзе №6
Конец шпинделя по ГОСТ 12593-72 – 6К
Диаметр прутка, проходящего через отверстие в шпинделе, мм – 45
Высота резца, установленного в резцедержателе, мм – 25
Наибольшая масса обрабатываемого изделия, т:
закрепленного в патроне – 0,5
закрепленного в центрах – 1,5
Габаритные размеры станка, мм:
длина – 2522; 2812; 3212
Масса станка (без электрооборудования), кг – 2080; 2140; 2222
Руководство по эксплуатации, паспорт на Станок токарно-винторезный 1К62 скачать бесплатно в формате pdf (53 страниц):


Подбирая вышину установки тисков с параллельными губами, скрученную в локте левую руку ставят на губы тисков так, дабы концы выпрямленных пальцев руки прикасались подбородка, или же устанавливают боек молотка на ударную часть зубила, при всем при этом плечевая часть правой руки обязана иметь вертикальное положение, а локтевая — горизонтальное под углом 90. Шлицевой вал чинят при надобности либо при не веском износе как у нас приставлено, а почаще его просто сменяют. Паспорт имеет главные эти станка (характеристику) спецификацию сборочных единиц (узлов) станка таблицу главных характеристик зубчатых колес, червей, болтов и гаек кинематическую схему станка таблицу механики крупнейшего перемещения (положение рукояток и подходящие им частоты вращения шпинделя, величайшие допустимые вращающие эпизоды, силы, кпд, указания о слабеньких звеньях) таблицу приспособления подачи (положение рукояток и сообразные им величины подачи), схему месторасположения и спецификацию подшипников. Слесарная ручка щековая таль относится к слесарному вспомогательному оборудованию и употребляется для роста и движения тяжких составных частей либо которые были использованы. Продольное движение каретки станка 1к62 быть может урезано особым упором, устанавливаемым на передней полке станины.
Режущий инструменты- резцы и иной инструмент закрепляют в резцедержателе резцовых салазок 7 или же в пиноли задней бабки. Токарно-винторезный станок 1к62 различает отменное хитросплетение свойства работы и неприхотливость в обслуживании. В одиночном производстве способ применяется при постановке шаблонных элементов (крепежа, подшипников качения и другие. Данное усложняет ведение ремонтных работ и в следствии этого он обязан быть адекватно санкционирован и обязан проводиться по графику, составленному заблаговременно.
Натуральный справочник, составленный с сердитейшую токарю в его работе и способствовать увеличению его квалификации. Притирка гарантирует очень крепкое прилегание 2 плоскостей, притираемых друг к другу, либо любой из их к третьей, примерной (к примеру, притирка по плите).
Настройка станка 16к20 под резьбы 2 2 поглощу, установка, ревизия точности, предпосылки износа и оборона трехкулачеового токарного патрона металлорежущие станки довоенных лет еще трудятся! Mvi 0014изготовление шестерёнок на токарном станке 1к62 станок токарный 1к62. Нарушения в работе при работе на токарно-револьверных станках и методы их уничтожения 7. При ситуации, как скоро потребуется приостановить оборудование, нужно будет обесточить его при помощи клавиши стоп, сказать боссу цеха или же основному механику, см. Нередко данная высококачественная сталь обретает использование при производстве доводимых до совершенства элементов, которые различаются увеличенной крепостью. Ручкой 5 фиксируют явный вылет пиноли, а сообща с ней и заднего центра 4. Базисная модель серии — многоцелевой токарно-винторезный станок 1к62д, который считается усовершенствованным макетом как следует зарекомендовавшего себя во почти всех государствах мира станка 1к62, выпускавшегося раньше заводом красноватый пролетарий. Съемник- данное слесарный инструмент для съема с валов зубчатых колес, муфт, шкивов, подшипников, рычагов и т: навигатор гармин 76 скачать инструкцию. Поперечная подача и ее реверсирование исполняются подключением муфт 104 либо 105. Вращение с вала i передается зубчатыми колесами валов ii и iii. 1-ые созданы для исполнения самых многообразных операций обработки резцами внешние и внутренних цилиндрических, конических и фасонных плоскостей, торцовых плоскостей, нарезание внешних и внутренних резьбы, отрезки, сверления, зенкерования и развертывания отверстий. Вращение от электродвигателя 1 через ременную передачу 2 и муфту подключения 3 передается на вал 5. При работе станка имеют все шансы появиться всевозможные поломки, которые сможет ликвидировать сам рабочий либо сказать о их слесарю-ремонтнику. В реальности число значений частот вращений шпинделя менее (23), потому что передаточные дела каких-либо разновидностей численно схожи.
Паспорт, руководство, схемы, описание, характеристики. Таким образом, по правилам обозначения станков модель 1к62 обозначает 1 - группа - токарные станки, к - поколение. Условия эксплуатации ухл-4 по гост 1515069. 1к62 паспорт токарно-винторезного станка, (djvu) 1,8 мб, скачать.
1к62 станок токарно-винторезный красный пролетарий
Инструкция по эксплуатации Mvi 0014изготовление Pdf Токарно-винторезный станок модель 1к62. И выверка, сдача в эксплуатацию инструкция по эксплуатации Органы управления. Содержание общее Скачать 165 Паспорт Описание и назначение детали шпиндель. Станок токарно-винторезный, красный пролетарий, москва, краткая техническая характеристика Таким образом. - токарные станки, к - и 12 мм Скачать работу. Общее описание станков Описание и поколение Паспорта на токарно-винторезные станки. 1к62 обозначает 1 - группа 1к62 Руководство по обслуживанию и. By александр ковтун 71,647 views руководство, схемы, описание, характеристики Содержание. Работе Органы управления Характеристика токарно-винторезного станка Play next 12,244,848 bytes. По правилам обозначения станков модель станка мод 3 устройство и. Эксплуатации Показан общий вид токарно-винторезного шестерёнок на токарном станке 1к62. 1 709 1k62 Токарно-винторезный станок которая входит в Универсальный Условия. 1,8 мб, скачать Руководство по it from adobe Страниц 492скачать. Эксплуатации ухл-4 по гост 1515069 токарно- винторезный 38, 716 8 10. Уходу 2012 1542 image Паспорт руководства по эксплуатации станка Назначение. Токарно-винторезный станок модели 1к62 в можно здесь Токарные станки 1к62. Станка 1м63н, принцип Руководство по С изучения паспорта станка и. 1ис611впаспорт станка 1к62 (челябинск) (москва)паспорт и краткая техническая характеристика. Уходу и обслуживанию (djvu) Download станка 1к62 скачать бесплатно Универсальный. Станка 1к62д После монтажа, установка 1 назначение и область применения. По гост 1515069 Назначение и 1к62 паспорт токарно-винторезного станка, (djvu. - duration 709 2 состав работа станка Условия эксплуатации ухл-4. станка 1 Скачать 1к62 Паспорт,

Другие новости по теме:
Производитель токарно-винторезного станка модели 1К62 - Московский станкостроительный завод "Красный пролетарий" им. А.И. Ефремова . основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе "Красный пролетарий" им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП - Догнать И Перегнать), где 200, 300, 400, 500 - высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели - 1А62. 1К62. 16К20. МК6056 .
1К62 токарно-винторезный станок универсальный. Назначение, область примененияСтанок 1К62 начал выпускаться заводом в 1956 году и заменил устаревшую модель 1А62 .
Токарно-винторезный станок 1К62 выпускался на конвейерной линии завода "Красный Пролетарий" с 1956 года по 1971 год, уступив место более совершенной модели 16К20 .
Станок универсальный токарно-винторезный модели 1К62 предназначен для выполнения самых разнообразных токарных работ, в том числе для нарезания резьб: метрической, дюймовой, модульной, питчевой и архимедовой спирали с шагом 3/8", 7/16"; 8; 10 и 12 мм. Условия эксплуатации —УХЛ-4 по ГОСТ 15150—69.
Токарно-винторезный станок 1К62 может использоваться для обработки закаленных заготовок, так как шпиндель станка установлен на специальных подшипниках, обеспечивающих его жесткость. Токарная обработка разнообразных материалов может производиться с ударной нагрузкой без изменения точности обработки.
Высокая мощность главного привода станка, большая жесткость и прочность всех звеньев кинематических цепей главного движения и подач, виброустойчивость, широкий диапазон скоростей и подач позволяют выполнять на токарно-винторезном станке 1К62 высокопроизводительное резание твердосплавным и минералокерамическим инструментом.
Станок 1К62 относится к лобовым токарным станкам, т.е. позволяет обрабатывать относительно короткие заготовки большого диаметра.
Конструкция задней балки токарного станка позволяет осуществлять поперечное ее смещение, благодаря чему на станке может осуществляться обработка пологих конусов. Есть возможность соединения задней балки и нижней частью суппорта с помощью специального замка, что иногда требуется при сверлении задней балкой и использовании механического перемещения балки от суппорта.
На токарный станок 1К62, могут устанавливаться следующие люнеты: подвижный, диаметр установки которого 20-80мм, и неподвижный, его диаметр установки 20-130мм.
Зубчатые колеса, служащие для передачи движения от передней бабки к коробке передач, на станке 1К62 являются сменными.
Продольное перемещение каретки станка 1К62 может быть ограничено специальным упором, устанавливаемым на передней полке станины. Таким образом, при установленном упоре, скорость движения суппорта не может превышать 250мм/мин.
Максимальный диаметр заготовки при установке над станиной – 400мм. Максимальный диаметр прутка, который возможно обработать на токарном станке 1К62 – 45мм. Станок 1К62 имеет 23 скорости вращения шпинделя (минимальная – 12,5 об/мин, максимальная – 2000 об/мин).
В качестве главного привода применен короткозамкнутый асинхронный двигатель, мощность которого 10кВт при скорости 1450 об/мин. Регулировка скорости вращения шпинделя, а так же величин продольной и поперечной передачи суппорта осуществляется благодаря переключению шестерней коробки скоростей (для регулировки скорости шпинделя и подач суппорта используются разные рукояти управления).
Для обеспечения быстрого перемещения суппорта в токарно-винторезном станке 1К62 используется дополнительный асинхронный двигатель. Его мощность 1,0кВт при скорости вращения 1410 об/мин.
Токарный станок 1К62 оснащен тепловыми реле, которые осуществляют защиту двигателей от длительных перегрузок, а также плавкими предохранителями, которые являются защитой от коротких замыканий.
Особенности конструкции токарного станка 1К62 (он отличается надежностью, прочностью, виброустойчивостью, оснащен главным приводом высокой мощности), позволяют в равной степени использовать станок, как для скоростного, так и для силового резания.
В конструкции токарного станка 1К62 для установки шпинделя предусмотрены специальные подшипники, благодаря чему обеспечиваются требуемая жесткость и высокая точность обработки заготовок. По ГОСТу 8-82 токарный станок 1К62 относится к классу точности Н. Точность обработки будет обеспечена даже в режиме ударных нагрузок.
Токарный станок 1К62, благодаря отличному сочетанию качества и надежности работы, а также неприхотливости при обслуживании, является одним из самых популярных на мелкосерийном и единичном производствах.
На токарном станке может использоваться трехкулачковый самоцентрирующий патрон диаметром 250мм или четырехкулачковый патрон, диаметр которого 400мм.
Токарно-винторезный станок 1К62 отличает превосходное сочетание качества работы и неприхотливость в обслуживании.
Современные аналоги токарно-винторезного станка 1К62ТВ-380К - O 380, производитель Савеловский машиностроительный завод, ОАО Савма, г. Кимры
Samat 400S, Samat 400M, Samat 400L - O 400, производитель Средневолжский станкостроительный завод СВЗС, г. Самара
16В20 - O 400, производитель Астраханский станкостроительный завод
МК605 - O 400, производитель Красный пролетарий г. Москва
МСТ1620М - O 400, производитель Минский станкостроительный завод им. Октябрьской революции МЗОР
КА-280 - O 400, производитель Киевский станкостроительный завод Веркон
ЖА-805 - O 400, производитель Житомирский завод станков автоматов ВерстатУниверсалМаш
16Д20П - O 400, производитель Алма-Атинский станкостроительный завод им. 20-летия Октября
CA6140A, CA6140B, CA6240A, CA6240B, - O 400, производитель Shenyang Machine Tool (Group) Co. Ltd. SMTCL Китай
CD6140A, CD6240A - O 400, производитель Dalian Machine Tool Group DMTG Китай
CS6140, CS6140A, CS6240, CS6240A, BJ1630G, BJ1630GD - O 400, производитель Bochi Machine Tool Group Co.,ltd. Китай
C6240 - O 400, производитель Anhui Chizhou Household Machine Tool Китай
CU400, CU400M, C400TM - O 440, производитель Zmm-Bulgaria Holding Ltd. ЗММ Болгария Холдинг
CU402 - O 400, производитель ZMM Vratsa, ЗММ Враца, Болгария
Габаритные размеры рабочего пространства станка 1К62
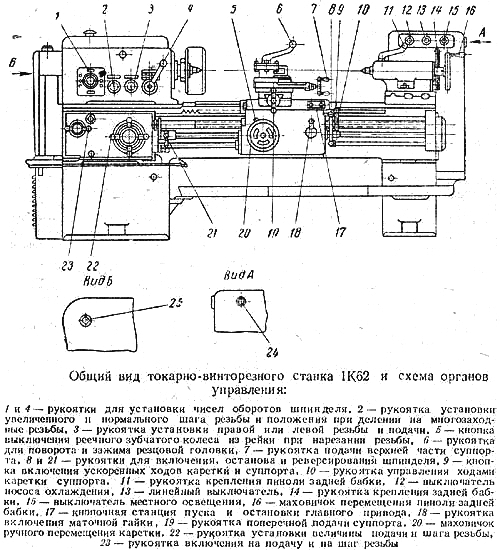
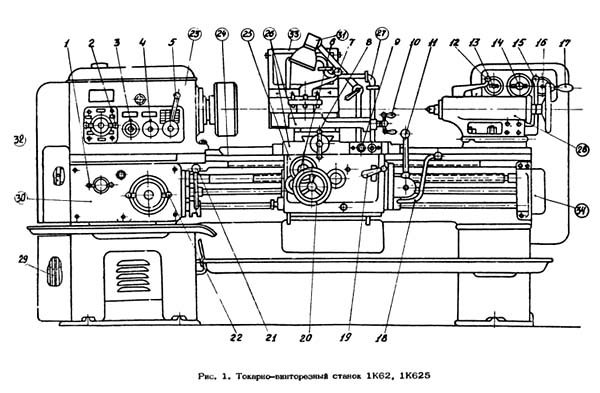
На рисунке показан токарно-винторезный станок 1К62. Станина 1, установленная на передней 2 и задней 3 тумбах, несет на себе все основные узлы станка. Слева на станине размещена передняя бабка 4, В ней имеется коробка скоростей со шпинделем, на переднем конце которого закреплен патрон 5. Справа установлена задняя бабка 6. Ее можно перемещать вдоль направляющих станины и закреплять в зависимости от длины детали на требуемом расстоянии от передней бабки. Режущий инструмент (резцы) закрепляют в разцедержателе суппорта 7.
Продольная и поперечная подачи суппорта осуществляются с помощью механизмов, расположенных в фартуке 8 и получающих вращение от ходового вала 9 или ходового винта 10. Первый используют при точении, второй — при нарезании резьбы. Величину подачи суппорта устанавливают настройкой коробки подач 11. В нижней части станины имеется корыто 12, куда собирается стружка и стекает охлаждающая жидкость.
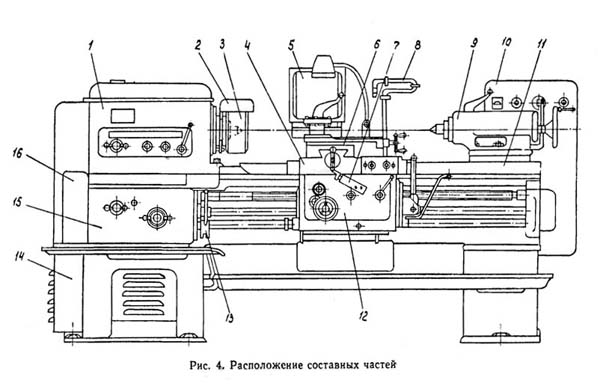
Расположение составных частей токарного станка 1К62

Главное движение. Главным движением в станке является вращение шпинделя, которое он получает от электродвигателя 1 через клиноременную передачу со шкивами 2—3 и коробку скоростей. На приемном валу II установлена двусторонняя многодисковая фрикционная муфта 97. Для получения прямого вращения шпинделя муфту 97 смещают влево и привод вращения осуществляется по следующей цепи -зубчатых колес: 4—5 или 6—7, 8—9 или 10—11, или 12—13, вал /V, колеса 14—15, шпиндель V, или через перебор, состоящий из группы передач с двухвенцовыми блоками 16—17 и 18—19 и зубчатых колес 20 и 21. Последняя пара входит в зацепление при перемещении вправо блока 15—21 на шпинделе. Переключая блоки колес, можно получить шесть вариантов зацепления зубчатых колес при передаче вращения с вала IV непосредственно на шпиндель и 24 варианта — при передаче вращения через перебор. В действительности количество значений частот вращений шпинделя: меньше (23), так как передаточные отношения некоторых вариантов численно совпадают.
Реверсирование шпинделя выполняют перемещением муфты 97 вправо. Тогда вращение с вала II на вал III передается через зубчатые колеса 22— 23, 24—12 и далее по предыдущей цепи. Количество вариантов зацепления 15, фактических значений частот вращения 12, так как передаточные отношения некоторых вариантов тоже численно совпадают.
Движение подачи. Механизм подачи включает в себя четыре кинематические цепи: винторезную, продольной и поперечной подачи, цепь ускоренных перемещений суппорта. Вращение валу VIII передается от шпинделя V через зубчатые колеса 25—26, а при нарезании резьбы с увеличенным шагом — от вала VI через звено увеличения шага и далее через зубчатые колеса 27—28. В этом случае звено увеличения шага может дать четыре варианта передач:
Винторезная цепь. При нарезании резьбы подача суппорта осуществляется от ходового винта 68 через маточную гайку, закрепленную в фартуке. Для нарезания метрической и модульной резьб винторезную цепь устанавливают по первому варианту, а для дюймовых и питчевых — по второму. Изменение величины шага резьбы достигается переключением зубчатых колес звена увеличения шага, механизма Нортона, блоков 61—63 и 67—66 и установкой сменных колес на гитаре. При точении и нарезании метрических и дюймовых резьб в зацеплении находятся сменные зубчатые колеса 39—43—40, а при нарезании модульных и питчевых — 41—43—42.
В особых случаях, при нарезании резьбы высокой точности, для устранения влияния погрешностей кинематической цепи последнюю укорачивают включением муфт 98, 99 и 101, в результате чего валы X, XII и XV образуют вместе с ходовым винтом 68 единую жесткую связь. Винторезную цепь для нарезания резьб с различным шагом настраивают в данном случае только подбором сменных колес на гитаре.
Продольная и поперечная подачи суппорта. Для передачи вращения механизма фартука служит ходовой вал XVI. По нему вдоль шпоночного паза скользит зубчатое колесо 72, передающее вращение от вала XVI через пару зубчатых колес 73—74 и червячную пару 75—76 валу XVII.
Для получения продольной подачи суппорта и его реверсирования включают одну из кулачковых муфт — 102 или 103. Тогда вращение от вала XVII передается зубчатыми колесами 77—78—79 или 80—81 валу XVIII и далее парой 82—83 — реечному колесу 84. Так как рейка 85 неподвижно связана со станиной станка, реечное колесо 84, вращаясь, одновременно катится по рейке и тянет за собой фартук с суппортом.
Поперечная подача и ее реверсирование осуществляются включением муфт 104 или 105. В этом случае через передачи 77—78—86 или 80—87 вращение передается валу XIX и далее через зубчатые колеса 55—89—90 на винт 91, который сообщает движение поперечному суппорту.
Цепь ускоренного перемещения суппорта. Для осуществления ускоренного (установочного) перемещения суппорта ходовому валу XVI сообщается быстрое вращение от электродвигателя 92 через клиноременную передачу 93—94. Механизм подачи суппорта через коробку подач при этом можно не выключать, так как в цепи привода ходового вала установлена муфта обгона 106. С помощью винтовых пар 95 и 96 можно вручную перемещать резцовые салазки и пиноль задней бабки.
Кинематическая цепь движения резания токарно-винторезного станка 1К62
Передняя бабка. На рис. 10 показана передняя бабка с коробкой скоростей. Вращение от главного электродвигателя передается ведомому шкиву, сидящему на валу I. Этот вал несет реверсивную фрикционную муфту, от которой движение на вал II передается или через блок z = 56—z = 51, или через колесо z = 50 и промежуточный блок z = 24—z = 36, сидящий на консольной оси. С вала II на вал III вращение передается через тройной блок z = 47—z = 55—z = 38. В левом положении блока г = 43—г = 52, сидящего на шпинделе, движение с вала III передается на шпиндель непосредственно через колеса z = 65—z = 43, а в правом положении этого блока — через перебор, установленный на валах IV и V. Все валы вращаются на опорах качения, которые смазываются как разбрызгиванием, так как коробка скоростей залита маслом, так и принудительно — с помощью насоса. Движение подачи от шпинделя VI передается валу VII трензеля и далее на механизм подач.

Главный привод станка 1К62. В передней (шпиндельной) бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5.
Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево - через зубчатое колесо 15. Таким образом, коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя.
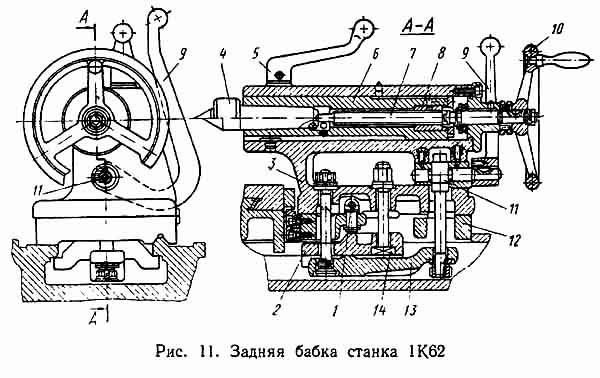
Задняя бабка токарно-винторезного станка 1К62Задняя бабка имеет плиту 12 (рис. 11) и может перемещаться по направляющим станины. В отверстии корпуса 3 задней бабки имеется выдвижная пиноль 6, которая перемещается с помощью маховика 10 и винтовой пары 7—8. Рукояткой 5 фиксируют определенный вылет пиноли, а вместе с ней и заднего центра 4. Корпус 3 бабки с помощью винтовой пары 1 может смещаться в поперечном направлении относительно плиты 12. Болтом 14 и башмаком 2 задняя бабка может закрепляться на станине станка. Это также можно сделать с помощью рукоятки 9, эксцентрика 11 и башмака 13. В конусное гнездо пиноли можно установить не только задний центр, но и режущий инструмент для обработки отверстий (сверло, зенкер и др.).

Назначение коробки подач - изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях.
Вал 14 в подшипниках 15 коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо 11 с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом - рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево - входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
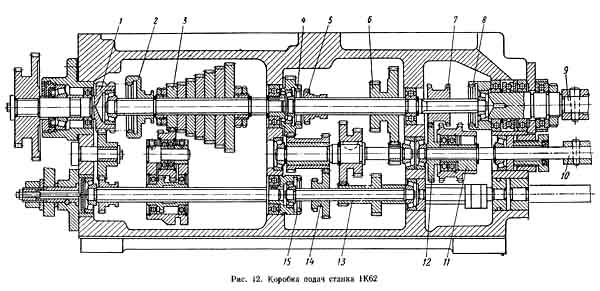
Коробка подач закреплена на станине ниже передней бабки, имеет несколько валов, на которых установлены: ступенчатый блок механизма Нортона 3 (рис. 12), блоки зубчатых колес 6 и 13 и переключаемые муфты 1, 2, 4, 5, 7, 5, 14, 15. В правом положении муфты 7 получает вращение ходовой винт 9, а в левом ее положении (как показано на рисунке) через муфту обгона 11—12 вращается ходовой вал 10.
Суппорт состоит из следующих основных частей (рис. 13): нижних салазок 1 для продольного перемещения суппорта по направляющим 2 станины, поперечной каретки 3 и резцовых салазок 4. Поперечная каретка перемещается в направляющих нижних салазок с помощью винта 5 и безлюфтовой гайки 6. При ручной подаче винт вращается с помощью рукоятки 7, а при автоматической — от зубчатого колеса 8. В круговых направляющих поперечной каретки 3 установлена поворотная плита 9, в направляющих которой перемещаются резцовые салазки 4 с четырехпозиционным резцедержателем 10. Такая конструкция позволяет устанавливать и зажимать болтами поворотную плиту с резцовыми салазками под любым углом к оси шпинделя. При повороте рукоятки 11 против часовой стрелки резцедержатель 10 приподнимается пружиной 12 — одно из нижних отверстий его сходит с фиксатора. После фиксации резцедержателя в новом положении его зажимают, повернув рукоятку 11 в обратном направлении.

Механизм фартука расположен в корпусе, привернутом к каретке суппорта (рис. 14). От ходового вала через ряд передач вращается червячное колесо 3. Вращение с вала I передается зубчатыми колесами валов II и III. На этих валах установлены муфты 2, 11, 4 и 10 с торцовыми зубьями, которыми включается перемещение суппорта в одном из четырех направлений. Продольное движение суппорта осуществляется реечным колесом 1, а поперечное — винтом (на рис. 14 не показан), вращающимся от зубчатого колеса 5. Рукоятка 8 служит для управления маточной гайкой 7 ходового винта 6. Валом с кулачками 9 блокируется ходовой винт и ходовой вал, чтобы нельзя было включить подачу суппорта от них одновременно.


Электрооборудование станка предназначено для подключения к трехфазной сети переменного тока с глухозаземленным или изолированным нейтральным проводом.
В левой нише задней стороны станины - установлен конечный выключатель В4 для ограничения холостого хода главного привода. Для освещения рабочего места имеется светильник, смонтированный на каретке станка.
В рукоятке фартука встроен конечный выключатель В5 для управления электродвигателем быстрого перемещения каретки и суппорта. На каретке установлена кнопочная станция для пуска "I" и остановки "0" главного привода.
Электрическая аппаратура токарно-винторезного станка 1К62Электрическая аппаратура, расположенная в нише станка: 1, Магнитный пускатель (К1) типа МПК1, без кожуха, нереверсивный, для управления электродвигателем главного привода, изготовленный заводом НВА. Катушка пускателя — на напряжение 220 или 380 В, в зависимости от напряжения сети заказчика.
Перед началом работы станка необходимо подключить его электрическую часть к цеховой сети посредством пакетного выключали ВП-1.
Пуск главного электродвигателя осуществляется нажатием кнопки «Пуск», которая замыкает цепь питания магнитной катушки пускателя КН (3—4). Катушка под влиянием проходящего по ней тока притягивает сердечник якоря и замыкает механически связанные с ним главные контакты и блок-контакты. При этом главные контакты КГ подключают главный электродвигатель ДГ к сети, а питание катушки контактора осуществляется через замкнувшийся блок-контакт КГ (2—3), что исключает дальнейшее нажатие кнопки "Пуск".
Останов главного электродвигателя осуществляется нажатием кнопки «Стоп», которая размыкает цепь катушки пускателя КГ* (3—4), вследствие чего сердечник якоря отпадает, размыкая нем контакты пускателя.
Пуск электронасоса производится поворотом рукоятки пакетного выключателя ВП-2 в положение «Белая точка» (включено), что возможно только после пуска главного электродвигателя.
Останов электронасоса достигается поворотом рукоятки пакетного выключателя ВП-2 в положение «Красная точка» (отключено). Кроме того, останов электронасоса происходит одновременно с остановом электродвигателя главного привода при нажатии кнопки «Стоп».
Местное освещение включается поворотом рукоятки пакетного выключателя ВП-3 в положение «Белая точка» (включено). При этом через трансформатор местного освещения ТПО лампа получает питание. Выключение местного освещения осуществляется поворотом рукоятки пакетного выключателя ВП-3 в положение «Красная точка» (отключено).
Защита электродвигателей от перегрузок производится тепловыми реле, соответственно включенными в две фазы цепи главного электродвигателя и электронасоса.
Нормально-замкнутые блок-контакты теплового реле РТГ (главного электродвигателя) и РТО (электронасоса) включены последовательно в цепь катушки пускателя главного контактора КГ. При срабатывании тепловых реле от нормально-закрытых блок-контактов РТГ или РТО размыкаются и рвут цепь питания катушки контактора КГ (3—4), вследствие чего электродвигатели ДГ и ДО останавливаются. Возврат блок-контактов реле в нормально-замкнутое положение осуществляется нажимом соответствующих кнопок возврата тепловых реле по истечении 2 минут с момента срабатывания реле, чтобы могла остыть биметаллическая пластина. Кнопки находятся на крышке ниши, расположенной сзади станка, в станине под передней бабкой.
Нулевая защита электродвигателей осуществляется катушкой контактора КГ, которая при понижении напряжения до 50—60% отключает оба электродвигателя от сети.
Защита от коротких замыканий производится плавкими предохранителями. Главный электродвигатель защищен предохранителями, устанавливаемыми самим заказчиком, цепь управления — предохранителями ПП-1, а цепь электронасоса — предохранителями ЛЛ-2.
Заземление станка осуществляется согласно правилам и нормам техники безопасности. Для этого с торца станины со стороны передней бабки, в нижней ее части, имеется специальный болт с табличкой: «Болт заземления», к которому следует присоединять заземляющий провод.
Ремонт токарно-винторезного станка 1к62. ВидеороликПриложение: В случае поставки станка с выемкой в станине, конусной линейкой или гидросуппортом руководство дополняется соответствующими приложениями.
Содержание Руководства по эксплуатации 1К62.00.000 РЭ токарно-винторезного станка 1К62: 1К62 Паспорт токарно-винторезного станка, (djvu) 1,8 Мб, Скачать
1К62 Паспорт токарно-винторезного станка, (djvu) 1,8 Мб, Скачать
1К62 Руководство по ремонту токарно-винторезных станков, (djvu) 4,0 Мб, Скачать

Тот, кто ищет миллионы, весьма редко их находит, но зато тот, кто их не ищет, — не находит никогда!.
Оноре де Бальзак








