




 Рейтинг: 4.6/5.0 (1809 проголосовавших)
Рейтинг: 4.6/5.0 (1809 проголосовавших)Категория: Руководства
Каталог с описанием металлорежущих станков, изготовленных в России и СССР. Файлы названы по названию станков. Каждый документ представляет из себя паспорт станка (паспортные данные) - описание станка, компоновку, габаритные размеры, его технические характеристики.
Каталог с описанием металлорежущих станков, изготовленных в России и СССР. Файлы названы по названию станков. Каждый документ представляет из себя паспорт станка (паспортные данные) - описание станка, компоновку, габаритные размеры, его технические характеристики.
Каталог с описанием металлорежущих станков, изготовленных в России и СССР. Файлы названы по названию станков. Каждый документ представляет из себя паспорт станка (паспортные данные) - описание станка, компоновку, габаритные размеры, его технические характеристики.



















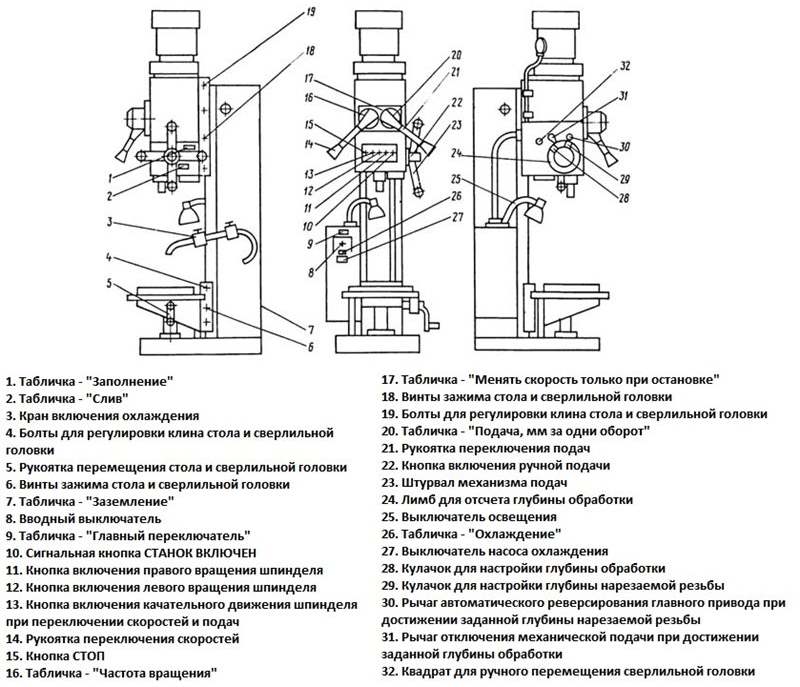
Вертикально-сверлильные станки серии 2А135 выпускались Стерлитамакским станкостроительным заводом с 1950 по 1965 гг. Впоследствии они были заменены на более совершенные модели – 2Н135, 2Н135Б и 2Н135Л. Но несмотря на это станки до сих пор используются в комплектации мелкосерийных производств и мастерских.
Область применения станка
Универсальные вертикально-сверлильные станки предназначены для формирования отверстий методом сверления, рассверливания, зенкования и подрезки краев заготовки специальными ножами. Так как станок имеет малые размеры стола, на нем выполняется обработка относительно небольших деталей и заготовок.
Этот класс оборудования отличается не только небольшими размерами, но и имеет ряд эксплуатационных особенностей. Вертикально расположенная шпиндельная головка позволяет выполнять обработку деталей, изготовленных из различных сортов стали, чугуна или цветных металлов. Возможна установка стандартных типов сверл, метчиков для нарезания резьбы и ножей. Последние предназначены для снятия боковой фаски на поверхности заготовки.
Станок 2А135 обладает следующими техническими особенностями:
Для обработки твердых сплавов можно устанавливать инструменты с твердосплавными наплавками. При этом следует учитывать номинальную мощность оборудования. Установка высокоскоростного режима обработки в этом случае недопустимо.
Возможно применение вертикально-сверлильного станка для массового производства изделий. Но для повышения производительности и функциональности потребуется дополнительное оборудование, устанавливаемое на станок 2А135.
Конструктивные особенности оборудования
В отличие от своих предшественников в станке 2А135 было внедрено ряд новшеств, которые напрямую отразились на его эксплуатационных качествах. Главным преимуществом этой модели является надежность. Именно поэтому станки серии 2А135 до сих пор успешно выполняют свои функции.
Конструктивно станок состоит из опорной плиты, на которой располагается несущая вертикальная колонна. На ней установлена шпиндельная головка, в верхней части расположен электродвигатель и механизм переключения передач. Жесткость конструкции обеспечивают чугунные элементы, а также эргономичное расположение компонентов. Обратный реверс может управляться как вручную, так и в автоматическом режиме.
Конструктивные особенности сверлильного станка 2А135:
Для оптимизации времени обработки одной заготовки производителем предусмотрена возможность активации или дезактивации подачи с помощью того же рычага, который отвечает за быстрое перемещение шпинделя.
Рабочий стол имеет функцию вертикального смещения. Это выполняется вручную, положение заготовки относительно режущего инструмента может быть изменено в процессе обработки без отключения станка.
Функционирование узлов и агрегатов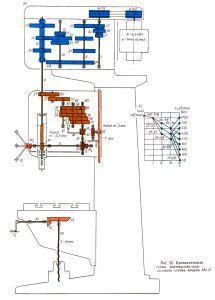
Основное движение станка осуществляется в вертикальном направлении. Так происходит смена положения головки, быстрый ход шпинделя. Исключение составляет горизонтальное перемещение рабочей поверхности стола. Для ознакомления с особенностями функционирования оборудования рекомендуется изучить его кинематическую схему.
Для вертикального вращения шпинделя в конструкции станка предусмотрен электродвигатель мощностью 4,5 кВт. Для сопряжения этих компонентов и возможности изменения частоты вращения установлены коробка передач и клиноременная передача. При этом максимальное число оборотов может достигать значения 1070 об/мин.
Движение подачи осуществляется от шпинделя через систему шестерней и коробки передач. В последней располагаются выдвижные шпонки на трех- и четырехступенчатой механизмах. Эта конструкция позволяет выбрать оптимальный режим работы из 12 теоретических или 11 фактических параметров передач. Такая разница объясняется повтором параметров двух передач.
Для осуществления вспомогательного движения необходимо регулировать положение рукояти Р2. При этом быстрое смещение шпинделя выполняется после изменения параметров штурвала Ш.
Особенности узлов и агрегатов, их характеристики:
К особенностям электрической схемы станка 2А135 можно отнести встроенную защиту от короткого замыкания, установленный кронштейн для подключения к заземляющему контуру. Для активации режима реверса необходимо на блоке управления нажать кнопку «вправо». При этом задействуется обратная подача вверх.
Для быстрой остановки двигателя необходимо перевести рукоять в среднее положение. Одним из недостатков конструкции станка 2А135 является отсутствие механизма быстрой деактивации силового агрегата.
Технические характеристики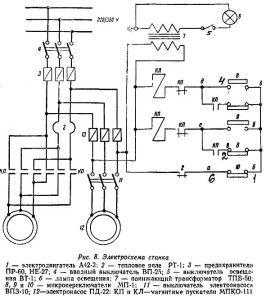
Конструкция станка характеризуется относительно небольшими габаритами, которые составляют 124*81*250 см. Масса оборудования со всеми компонентами равна 1300 кг, что обеспечивает его устойчивость во время работы.
К основным параметрам станка относят возможную степень удаленности шпинделя от рабочего стола. Она варьируется от 0 до 75 см. При этом расстояние от плиты до шпиндельной головки может составлять от 70,5 до 113 см. Эта величина до стойки равна 30 см.
Габариты рабочего стола (45*50 см) позволяют осуществлять обработку небольших и средних заготовок. Для ее фиксации в конструкции имеются Т-образные пазы в количестве трех штук. Максимально допустимое перемещение рабочей поверхности в вертикальном направлении составляет 32,5 см.
Однако определяющими показателями работы станка 2А135 являются технические характеристики шпинделя:
В этой версии станка число ступеней подач равно 11. При этом за один поворот шпинделя они могут составлять от 0,115 до 1,6 мм. Максимально допустимое усилие для подачи не может превышать значения 1600 кг.
Перед началом эксплуатации оборудования следует обустроить рабочее место, сделать основу для его монтажа. Предварительно осуществляется визуальный контроль, который необходим для выявления возможных дефектов в узлах станка.
Первый запуск выполняется только на холостом ходу. В этом режиме следует проверить правильность работы станка 2А135 на всех возможных режимах и скоростях. Только после этого можно приступать к полноценной эксплуатации оборудования.
В видеоматериале наглядно показана механика работы коробки скоростей станка:
Министерство образования и науки Российской Федерации
Саратовский государственный технический университет
СВЕРЛИЛЬНЫЙ СТАНОК И ОБРАБОТКА СВЕРЛЕНИЕМ
к выполнению лабораторных работ
по курсу «Технология конструкционных материалов»
для студентов механических специальностей
Цель работы: изучить устройство, кинематику вертикально–сверлильного станка 2А135, методику расчета рационального сверления и выполнить опытное сверление (зенкерование, развертку) заготовки по данным расчетам.
Оборудование. Станок 2A135 Стерлитамакского станкостроительного завода им. В.И. Ленина, набор спиральных сверл, зенкеров, набор заготовок толщиной от 10 до 90 мм (сталь, чугун и другие материалы), сверлильный патрон, справочные таблицы (логарифмов).
Содержание и порядок выполнения работы.
1. Изучить устройство и кинематическую схему станка 2А135.
2. Ознакомиться с методикой расчета параметров оптимального режима обработки сверлением (подачи, числа оборотов и т.п.)
3. Выполнить расчёт параметров по индивидуальному численному заданию преподавателя.
4. По данным расчета одного из студентов лаборант демонстрирует настройку, наладку и работу станка.
5. Составить отчет по работе.
ОБщИЕ СВЕДЕНИЯ
Вертикально-сверлильный станок модели 2А135 применяется для сверления, рассверливания и развертывания отверстий, зенкерования, нарезания резьбы метчиками. Станок широко применяется в условиях мелкосерийного и индивидуального производства, в ремонтных и инструментальных цехах.
ТЕХНИЧЕСКАЯ ХАРАКТЕРИСТИКА СТАНКА
Наибольший диаметр d, мм 35
Наибольшее расстояние от торца шпинделя до стола, мм 750
Наибольший ход шпинделя, мм 225
Наибольший вылет шпинделя, мм 300
Размеры рабочей поверхности стола, мм 555х450
Наибольшее вертикальное перемещение стола, мм 325
Число скоростей шпинделя 9
Пределы чисел оборотов шпинделя в минуту, nш 68 - 100
Число подач шпинделя, zв 11
Пределы величины подач So. мм/об 0,15 – 1,6
Мощность электродвигателя N, кВт 4,5
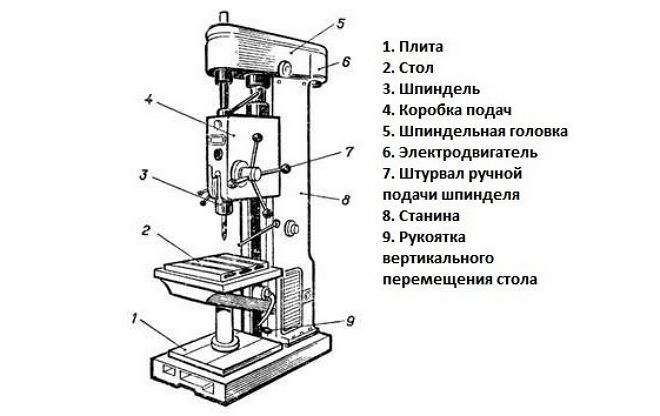
Устройство станка
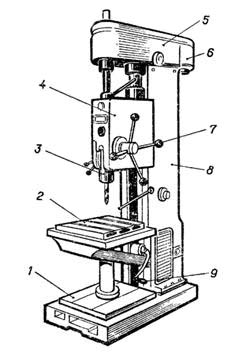
На основании - плите 1 (рис. 1) - установлена станина (колонна) 2 с направляющими 2а, по которым посредством рукоятки 3 перемещается стол 4 и кронштейн 5 с коробкой подач (КП) 8. Перемещение стола и кронштейна производится при установке обрабатываемой заготовки в соответствии с ее размерами. На верхней части станины установлены коробки скоростей (КС) 6 и электродвигатель станка 7.

Рис. 1
Управление станком производится при помощи рукояток 10, 11, 12 и штурвала 8. Рукоятками устанавливается выбранное число оборотов шпинделя 9, рукоятками 11 – нужная величина подачи So. Рукоятками 12 изменяется направление вращения шпинделя 9 с закрепленным в нем инструментом. Шпиндель 9 получает вращательное движение от выходного вала коробки скоростей 6 станка.
Верхняя часть шпинделя выполнена шлицевой, что обеспечивает возможность осевого перемещения шпинделя с инструментом с передачей ему вращательного усилия от выходного вала коробки скоростей станка. В средней части шпинделя на подшипниках качения (для свободного взаимного вращения) установлена трубчатая гильза с продольной зубчатой рейкой, нарезанной на внешней части тела гильзы. Эта гильза в осевом направлении жестко закреплена на теле шпинделя Ш. Рейка гильзы шпинделя находится в постоянном зацеплении с реечным колесом привода коробки подач (КП) и передает осевую подачу от КП шпинделю с инструментом при выполнении рабочих операций. Для облегчения осевых перемещении узла шпинделя последний уравновешивается грузом, помещенным во внутренней полости станины и соединенным с гильзой шпинделя втулочно-роликовой цепью.
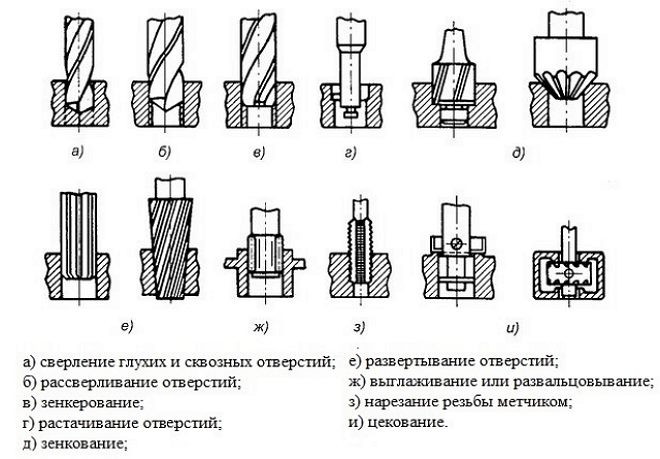
Н а рис. 2 показана установка режущих инструментов в крепёжном узле шпинделя станка (коническом гнезде):
а рис. 2 показана установка режущих инструментов в крепёжном узле шпинделя станка (коническом гнезде):
Рис. 2а – установка спирального сверла с коническим хвостовиком;
Рис. 2б – установка сверла с коническим хвостовиком через промежуточный конус;
Рис. 2в – установка режущего инструмента (сверла или др.) с цилиндрическим хвостовиком при посредстве специального кулачкового патрона.
Рис. 2
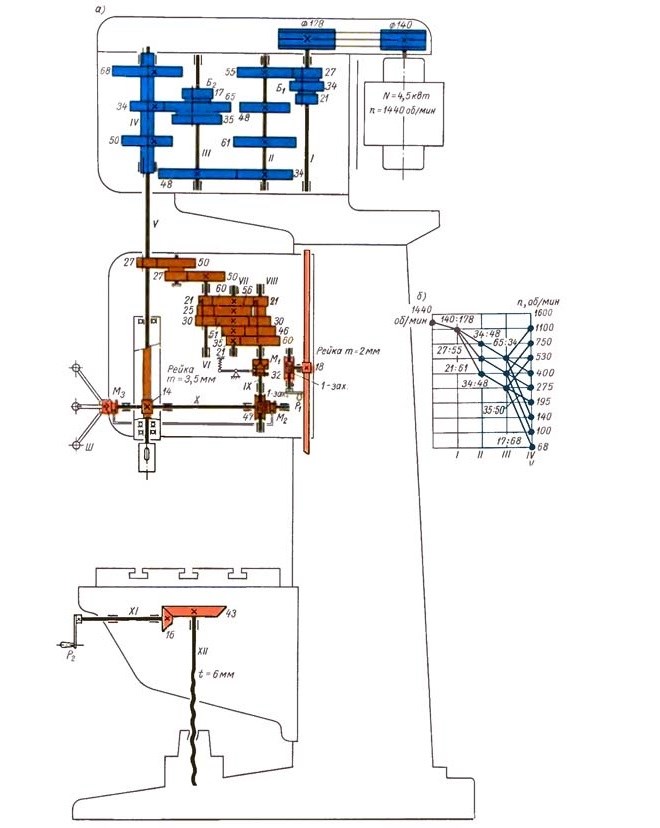
Кинематическая схема станка
Кинематическая схема передачи главного движения вращения (резания) шпинделя с инструментом представлена на рис. 3. Вращение от вала электродвигателя 7 (4,5 кВт, 1440 об. в мин. – ЭД) через клиноременную передачу КРП передается на вал I коробки скоростей КС 6. Посредством неподвижного блока шестерен (21, 34, 27) вращение передается на вал II с набором жестко закрепленных на ней шестерён 55, 48, 61, 34. Здесь и далее шестерни на валах станка обозначены числами зубьев на них. Постоянно зацепленные шестерни 34 (вал II) и 48 (вал III) передают вращение валу III с подвижным блоком шестерен 17, 65, 34. Перемещение подвижных блоков шестерен валов I - III осуществляется ручками управления 10 (см. рис. 1). От шестерен подвижного блока вала III вращение передается на выходной вал IV КС с набором жестко закрепленных шестерен 68, 34, 50.
Через внутренние шлицы вала IV КС вращение передается на шлицевой верхний конец шпинделя V (III) станка и соответственно конусу шпинделя 9 с инструментом.
Кинематическая связь цепи движения вращения шпинделя с инструментом ( движения резания ) выражается уравнением
где nш - число оборотов шпинделя, мин;
nд - число оборотов в минуту вала электродвигателя;
i крп - передаточное отношение KПP, равное отношению диаметров ведущего и ведомого валов (здесь iкрп = 140. 178 =0,786 );
iкс - передаточное отношение коробки скоростей, определяемое соотношением чисел зубьев кинематической цепи шестерен КС при данном их зацеплении;
? - коэффициент проскальзывания ремня; ? = 0,98.
Для станка 2А135 уравнение баланса кинематической цепи главного движения резания (вращение шпинделя с инструментом) будет:
Отсюда видно, что шпиндель получает 9 различных чисел оборотов в минуту.

Механизм подач. Механизм подач размещается в корпусе 5 коробки подач КП (рис. 1, 3) и включает систему валов VI (этот получает вращение от вала V шпинделя через блок шестерен 50, 27) VII, VIII с набором шестерен.
Кинематическая цепь подач в общём виде описывается уравнением:
где Sм – минутная подача, мм/мин;
So – подача на 1 оборот шпинделя, мм/об;
mpk – модуль ручного колеса шпинделя, мм (mpk =3,5 мм);
zpk – число зубъев реечного колеса шпинделя (zpk =14);
iкп – передаточное отношение коробки подач КП.
Уравнение подач станка 2А135 в числах имеет вид:
Механизм коробки подач КП в станке 2A135 практически обеспечивает из 12, а только 11 различных подач, так как передачи и
дают одинаковое передаточное отношение, равное 1.
Приведенные выше уравнения позволяют вычислить число оборотов шпинделя (главного движения резания ? вращения) и величину подачи (главного движении подачи - поступательного перемещения шпинделя - инструмента) для каждого из возможных вариантов кинематической цепи подач станка 2А135.
В станке 2А135 применяется механическая и ручная подачи
инструмента.
Включение подачи инструмента на механический или ручной привод осуществляется механизмом включения подач, управляемым штурвалом (рукоятками) 8 (рис. 1, 3, 4). Для включения механической подачи рукоятку штурвала 8 KП резким движением поворачивают, оттягивая на себя вниз, и зубцы ступицы штурвала своими скосами перемещают муфту опережения (МО), сжимая внутреннюю пружину и обеспечивая оцепление с зубцами полумуфты червячного колеса. Таким образом, вращательное движение от вала IX КП передается через червяк (чер. 1 зах), червячное колесо (ЧК) - 47, полумуфту М со скользящей шпонкой, вал X к реечной передаче гильзы шпинделя станка, сообщающей поступательное движение шпинделю с инструментом.
При повороте штурвала 8 в обратном направлении или торможении под действием внутренней пружины соединение полумуфт прекращается, механическая подача выключается. Перемещение муфты опережения влево возможно только за счет наличия люфта (зазора) в системе полумуфт; для получения такового следует колпачок К на штурвале выдвинуть на себя.
Для осуществления ручной подачи этот колпачок К следует переместить от себя, зазор в системе полумуфт будет выбран и механическая подача включиться не сможет. В этом случае подача осуществляется вручную посредством штурвала 8.
Для быстрого подвода инструмента (сверла или другого) к обрабатываемой заготовке при включенной механической подаче служит механизм опережения. Он позволяет опустить шпиндель поворотом штурвала вручную быстрее, чем он перемещается при механической подаче III через его шлицы, шестерню 27, паразитный блок 50-27 (для изменения направления вращения), наборы шестерен валов VI, VII, VIII КП кулачковую муфту передачи на червяк 1 зах. и далее.

Рис. 4
Сверление отверстий на заданную глубину выполняется следующим образом. На внешнем кольцевом лимбе глубины сверления КГ устанавливают кулачок глубины сверления. Когда этот кулачок, поворачиваясь по лимбу, дойдет до упора верхнего неподвижного диска ограничителя глубины ОГ, вращение штурвала прекращается, зубцы червячного колеса ЧК и зубцы полумуфты М выйдут из зацепления - подача автоматически выключится.
Для автоматического реверсирования шпинделя при нарезании резьбы метчиком глубина нарезки устанавливается кулачком КР и лимбу. При достижении заданной нарезки кулачков КР производят переключение станка на обратный ход нажатием на ограничительный кулачок ОХ.
РаСЧЕТ ПАРАМЕТРОВ ОПТИМАЛЬНОГ РЕЖИМА РЕЗАНИЯ
Пример. Рассчитать параметры оптимального режима (подачу, крутящий момент, осевое усилие, мощность электродвигателя и основное технологическое время) для сверления на станке 2А135 сверлом из быстрорежущей стали Р18 отверстия диаметром d=25 мм в листе из углеродистой стали толщиной l = 30 мм. предел прочности стали .
Расчет
1. Оптимальную величину подачи So вычисляем по формуле:
где Cs. учитывающий механические свойства обрабатываемого материала, берётся из табл. 1.
Получим So =0.063•25 0.6 =0.435 мм/об. Рабочая подача принимается равной расчётной или ближайшей меньшей по шкале лимба подач станка (принимаем So =0.43 мм/об).
2. Скорость резания вычисляем по формуле:
Значение коэффициента Cv. учитывающего свойства материала заготовки и инструмента, приведенное, стойкооти T (мин) инструмента и показателей степеней m, nv и yv выбираем по табл. 2 и 3.
Инструмент из быстрорежущей стали Р9, Р18
Твердосплав. инстр. (ВК8)
3. По найденной скорости резания V определяем число оборотов шпинделя:
Принимаем для дальнейшего ближайшее по паспорту значение nш =400 об/мин. Если вычисленное значение nшmax шпинделя станка, то для последующих расчётов принимаем nш = nшmax станка.
4. Осевое усилие при сверлении вычисляем по формуле (числовые значения принимаем по условию задачи и по данным табл. 3)
5. Крутящий момент резания при сверлении равен:
Если потребный Мк превышает допустимый для данного станка (для станка 2А135 допустимый Мк доп =4000 кгсм). то следует уменьшить подачу, пересчитав её величину обратным порядком по Мк доп .
6. Необходимую эффективную мощность электродвигателя станка вычислим по формуле (КПД кинематической цепи берем примерно ).
Полученное значение потребной мощности двигателя превышает паспортную мощность электродвигателя станка 2А135, что недопустимо. Изменим рабочее число оборотов шпинделя на ближайшее меньшее к расчетной величине 358 об/мин, то есть примем nш =275 об/мин.
Для справки приведены паспортные значения чисел оборотов шпинделя и величин подач станка 2А135:
nш =1100;750;500;400;275;195;140;100 и 68 об/мин.
So = 1,6;1,22;0,96;0,725;0,57;0,43;0,32;0,25;0,2;0,15;0,115 мм/об.
8. Основное технологическое время To операции сверления вычислим по формуле:
Здесь, согласно рис. 5, принимают:
lo – глубина (длина) отверстия сверления, мм; у нас lo =30 мм;
lв – путь врезания (при сверлении ), мм;
lп – перебег инструмента (при сверлении lп 3So ), мм;
2? – угол при вершине сверла (для сверления стали 2?=120°).

Более подробно с теорией к расчетам процессов сверления металлов модно ознакомится в приведенной ниже литературе.
СОДЕРЖАНИЕ ОТЧЕТА
СВЕРЛИЛЬНЫЙ СТАНОК И ОБРАБОТКА СВЕРЛЕНИЕМ
к выполнению лабораторной работы
Составили: АРТЕМЕНКО Александр Александрович
БАСКОВ Лев Васильевич
КОНОПЛЯНКИН Сергей Владимирович
Рецензент Г.А. Козлов
Редактор Е.В. Горбунова
Подписано в печать Формат 60*84 1/16
Бум. тип. Усл. - печ. л. Уч.-изд. л. 0,4
Тираж 100 экз. Заказ Бесплатно
Саратовский государственный технический университет
410054 г. Саратов, ул. Политехническая, 77
Копи принтер СГТУ, 410054 г. Саратов, ул. Политехническая, 77

Изучить устройство, кинематику вертикально–сверлильного станка 2А135, методику расчета рационального сверления и выполнить опытное сверление (зенкерование, развертку) заготовки по данным расчетам. Оборудование
“Редактирование текста в текстовом редакторе ms word”








 Порядок действий Каким образом совместить мебель для кухни и встроенную технику? Существует два решения этого вопроса. Первый — заказать сразу и то и другое, причем в одной и той же фирме. Как правило, компании, специализирующиеся на изготовлении кухонных гарнитуров, могут предложить определенный выбор и бытовой техники. Так что, обсуждая с проектировщиком будущую кухню, можно просто озвучить [. ]
Порядок действий Каким образом совместить мебель для кухни и встроенную технику? Существует два решения этого вопроса. Первый — заказать сразу и то и другое, причем в одной и той же фирме. Как правило, компании, специализирующиеся на изготовлении кухонных гарнитуров, могут предложить определенный выбор и бытовой техники. Так что, обсуждая с проектировщиком будущую кухню, можно просто озвучить [. ]

В данной статье будет рассмотрен один из самых популярных вертикально-сверлильных станков для мелкосерийного промышленного использования – 2А135, руководство по эксплуатации, кинематическая схема и узлы. Данный агрегат широко востребован в самых разных сферах промышленности и бытового использования уже свыше 40 лет.

Мы познакомимся с техническими характеристиками данного устройства, рассмотрим его паспорт, руководство по эксплуатации, кинематическая схема и узлы, изучим особенности конструкции, а также определим, какими сильными и слабыми сторонами обладает эта модель.
1 Технические характеристики моделиТехнические характеристики, узлы и кинематическая схема модели 2А135, спроектированной и выпущенной на рынок советскими инженерами около сорока лет тому назад, несмотря на моральное устаревание модели в целом, актуальны и поныне. Вертикально сверлильный агрегат 2А135, безусловно, не обладает тем же удобством эксплуатации и количеством разнообразных функций, что и качественные современные сверлильные станки.
Однако функций, которыми оборудовано устройство, вполне достаточно для выполнения основных видов работ не только в бытово-гаражном, но и при промышленном использовании, а сверлит данная модель, благодаря своей мощности, ничуть не хуже, чем большая часть современных аналогов.
Схема хода шпинделя модели 2А135 составляет 225 миллиметров, при этом, салазки шпинделя, как свидетельствует технический паспорт или руководство по эксплуатации, могут регулироваться в пределах 200 мм. За один полный оборот штурвала шпиндель перемещается на 122,46 миллиметра. Максимально возможное изменение положения сверлильной головки равно 130 миллиметрам.
Сам шпиндель выполнен по стандарту Морзе 4, что дает возможность использовать сверла с конусообразным хвостовиком.
Схема и руководство по эксплуатации показывают, что данный вертикально сверлильный станок с чпу, как и вертикально сверлильный станок 2с132, оборудован электромотором мощностью 4,5 кВатт, который способен обеспечить момент кручения в 400 кг/м. Количество оборотов в минуту, в зависимости от выбранной скорости, варьируется в пределах от 68 до 1100. Всего по паспорту у модели 2А135 девять скоростей вращения шпинделя
Из электрооборудования модели 2А135 можно выделить систему автоматической подачи охлаждающей жидкости, для которой используется схема насоса типа Х14-22М (в разное время устанавливались отличающиеся друг от друга насосы, смотрите паспорт вашего устройства или руководство).
Станок 2А135 производства Стерлитамакского завода после капремонта
Основные функциональные характеристики модели 2А135 следующие:
Касаемо механических характеристик модели 2А135, то руководство показывает: максимальное усилие подачи составляет 1600 килограмм, число рабочих подач – 11, на один оборот шпинделя на вертикальную подачу приходится 0,115-1,6 мм.
Габаритные характеристики модели 2А135:
На несущей колонне рабочий стол может двигаться на 325 мм. Сам стол оборудован тремя пазами Т-образной формы, на которые могут монтироваться тиски, и другие конструкции для фиксации заготовки.
Стоит отметить, что у моделей разного года выпуска, а также у аналогичных станков, прямо скопированных, либо сделанных на основе 2А135 или 2Н 2118, могут отличаться технические характеристики и схема работы. По этому, чтобы точно знать, какими характеристиками обладает ваше устройство, ищите на просторах интернета технический паспорт или руководство, соответствующее году выпуска вашего станка.
Так выглядит вертикальный сверлильный станок 2А135 в производственном цеху
1.1 Конструкционные особенностиОсновными элементами конструкции сверлильного станка 2А135 являются:
Блок регулировки скоростей модели 2А135, как и 2Н 2118 представляет собою чугунную коробку, в которой расположен редуктор шпинделя шестеренчатого типа, и механизм переключения скоростей.
Передача крутящего момента от электрического привода на редуктор осуществляется посредством клиноременной передачи.
Редуктор и двигатель располагаются в вертикальном положении по отношению друг к другу. Редуктор закреплен на двигающемся кронштейне, что позволяет посредством изменения расположения редуктора внутри корпуса задавать требуемое натяжении ремней.
Опорная подставка, выполненная из чугуна, по совместительству является резервуаром для хранения охлаждающей жидкости, которая подается на рабочий элемент станка. Поверх опорной плиты установлен электрический насос Х14-22М, который соединяется с резервуаром и местом подачи охлаждающей жидкости гибкими трубками.
Трубки оборудованы краником, позволяющим регулировать количество подающейся к сверлу жидкости.
Габариты сверлильного станка 2А135
Для того чтобы система водяного охлаждения функционировала в нормальном режиме, оператору станка требуется раз в месяц (или чаще, смотрите паспорт и инструкцию к устройству вашего года выпуска) выполнять очистку отстойника от отфильтрованных механических загрязнений.
Шпиндель соединяется с коробкой передач посредством двойной шестерни, расположенной на верхней части его оси. Механизм передачи крутящего момента привода оборудован динамической системой отключения, которая выполняет отключение механической подачи при возникновении перегрузок при непредвиденном блокировании сверла.
Такая система способствует значительному увеличению безопасности работы и уменьшает износ оборудования.
к меню ^
Очевидно, что устройство, обладающие плохими эксплуатационными свойствами, недостаточной выносливостью, либо сомнительным качеством, не было бы столь востребованным спустя сорок лет после своего появления.
Вертикальный сверлильный станок 2А135, как и 2Н 2118 прошел проверку временем, он с успехом используется в цехах заводов, производственных предприятиях и в мастерских народных умельцев уже на протяжении не одного десятка лет.
Более того, есть все основания полагать, что он будет использоваться ещё столько же, в то время как большая часть современных сверлильных агрегатов подлежат замене спустя 5-6 лет эксплуатации, как например настольный станок с ЧПУ.
Также стоит отметить, что ни одному из всех производимых аналогов данной модели, таких как Ка-232 украинского производства, РК032 производства Болгарии, либо белорусского 2Т150, не удалось добиться тех же эксплуатационных характеристик, которые смогли придать своему детищу инженеры Стерлитамакского завода сверлильного оборудования.
К неоспоримым преимуществам модели 2А135 можно отнести следующие факторы:
Предельная простота конструкции, в совокупности с высочайшим качеством используемых материалов, обеспечивают максимальный рабочий ресурс данной модели. То, что в СССР не было привычки экономить на промышленном оборудовании, отлично видно по станку 2А135.
Даже если в конструкции сверлильного станка что-то выйдет из строя, то вследствие дешевизны и доступности любых комплектующих, ремонт агрегата не составит никаких проблем. Проектировался же 2А135 так, чтобы ломаться как реже, и не доставлять излишних хлопот во время эксплуатации, с чем он, по сути, отлично справляется.

Кинематическая схема станка 2А135
Схожие по техническим характеристикам и функциональности с 2А135 современные сверлильные станки или настольный станок с ЧПУ, стоят в несколько раз больше. При этом сложно сказать, что советский агрегат сильно отличается от современного оборудования по своему основному назначению – сверлит он не менее эффективно.
Мощности мотора и количества режимов работы более чем хватает для обработки любого металла. При этом, даже сейчас есть возможность приобрести модели, которым по 15-20 лет в отличном состоянии, имеющие паспорт и всю сопутствующую документацию.
2А135 – это один из базовых станков, на которых проходит обучения всех операторов промышленных сверлильных агрегатов.
Производитель подтверждает, что основным недостатком данной модели, в сравнении с современными аналогами, является моральное устаревание в плане эргономичности и удобства работы. Данное устройство не оборудовано сложной электроникой, лазерами и другими маркетинговыми примочками, 2А135 просто сверлит, и делает это очень хорошо.
к меню ^
Вертикальный сверлильный станок 2а135, как указывает паспорт агрегата, является многофункциональной конструкцией, на которой можно выполнять такие виды работ: зенкерование, сверление, цекование, зенкование, нарезание резьбы, и развертывание.
В зависимости от требований, выдвигаемых к точности сверления, данный процесс может выполняться как по обычной карандашной разметке, так и с применением кондуктора.
к меню ^
Рассверливание на станке 2А135 – это обработка предварительно просверленных сквозных отверстий в металлических, либо деревянных заготовках, с целью увеличения их диаметра. Рассверливание выполняется посредством последовательной замены рабочих сверл на сверла большего диаметра до тех пор, пока не будет получено отверстие требуемых размеров.

Бережно эксплуатируемый 2А135 может находится в отличном состоянии и спустя 40 лет с момента производства
Важным требованием к технологии выполнения рассверливания на 2А135 (также на универсальный сверлильный станок 2а112 или настольный 2н106п) является необходимость использования первого сверла диаметром больше, чем размер перемычки на втором сверле. В таком случае уменьшается осевая сила сопротивления.
В случае если сверла подобраны не правильно, и перемычка второго сверла полностью не погружается в просверленное отверстие, резко возрастает осевое сопротивление, так как перемычка выдавливает металл, а не врезается в него.
к меню ^
Производитель заявляет, что зенкерованию на станке 2А135 подлежат кованные, литые, или штампованные детали, детали, обладающие внутренними отверстиями цилиндрической, либо конической формы.
Зенкерование – это увеличение диаметра сквозных отверстий в объемных деталях, которое способствует улучшению качества их формы – зенкерование дает возможность уменьшить конусность, овальность, и улучшить разбивку металлической заготовки.
Зенкера, использующиеся для данного процесса, по своей форме похожи на классические спиральные сверла, использующиеся на 2А135 для сверления, однако они оборудованы большим количеством режущих кромок и увеличенным числом спиральных контуров. Паспорт станка указывает, зенкера какого диаметра можно использовать.
к меню ^
Развертывание на сверлильном станке модели 2А135 это процесс, который выполняется после сверления в деталях, к которым выдвигаются повышенные требования к точности и фактуре внутренней поверхности отверстий, как например на универсальный сверлильный станок 2н118, настольный 2н106п или 2г125 станок вертикально сверлильный.
Развертывание дает возможность получить предельно точные размеры и идеально гладкие, без какой-либо шероховатости, стенки просверленного отверстия.
Развертки для 2А135 (как и на настольный станок 2с132, 2н106п или вертикально сверлильный станок 2т140) выполняются в виде конических, либо цилиндрических конструкций, оборудованных от 6 до 12 рабочими зубьями. Основные элементы развертки – хвостовик, шейка, и рабочая часть из твердосплавного металла.
Коробка скоростей сверлильного станка 2А135
Чтобы создать в обрабатываемой металлической заготовки коническое отверстие, изначально в ней нужно просверлить обычное цилиндрическое отверстие требуемого диаметра, после чего отверстие обрабатывается коническим зенкером ступенчатого типа. Далее в ход идет развертка конической формы.
На втором этапе рекомендуется использовать модели разверток, оборудованные стружкоразделительными канавками, так как они лучше подходят для грубой обработки металла. По завершению грубого развертывания, на напольный вертикально сверлильный станок 2А135 устанавливается развертка конической формы с гладкими режущими кромками, и выполняется чистовое развертывание.
к меню ^
Зенкование – это, по сути, внутреннее нарезание резьбы в предварительно просверленных цилиндрических отверстиях под винты и шурупы. В зависимости от требуемой формы отверстия могут использоваться как цилиндрические, так и конические зенковки.
Как правило, зенковки для твердого металла оборудованы 4 – 8 торцовыми зубьями, что гарантирует достаточно высокую продуктивность обработки заготовок.
Все зенковки цилиндрической формы для модели 2А135 снабжены специальными круглыми направляющими головками, благодаря которым обеспечивается ровная ось углубление зенковки в отверстие, и гарантируется точность внутренней резьбы.
к меню ^