



 Рейтинг: 4.6/5.0 (1818 проголосовавших)
Рейтинг: 4.6/5.0 (1818 проголосовавших)Категория: Руководства
helloworld.ru. aндрей Богатырев. Руководство полного идиота по программированию (на
FANUC PMC. Руководство по языку
Перепечатка возможна только при выполнении пользовательского соглашения. © 2006-2015
Руководство полного идиота по
В данном руководстве по программированию (1662 стр. ) описан способ создания цепной
Новости. Сведения об учебной и научной деятельности, подразделениях и сотрудниках.
Документация по ЧПУ Siemens 802, 810В
2008 г. 21 стр. Первая часть руководства по обучению программирования на станках с ЧПУ.
Обзор производителей установок
Здесь лучше не качать, всё старое Новое лежит здесь iadt.siemens.ru/products/motors_drives/cnc_new/1874
Сервис для поиска и скачивания Инструкций Введите название Инструкции и нажмите
Автор: Эксперт. Оборудование №4 2012 01.10.2013 12:03 Мастера лазерного дела. Обзор
· Файл PDF3 Задача 2: < электрической печи необходимо поддерживать температуру 400 или 500 °С.
GStreamer Conference Videos and Slides. GStreamer Conference 2014: Videos and Slides; GStreamer Conference 2013: Videos and Slides; GStreamer Conference


















Токарный обрабатывающий центр фирмы OKUMA (Япония) модели LB3000 EX MС 500 с системой ЧПУ OSP-P200L предназначен для высокопроизводительной токарной обработки деталей, с возможностью обработки во втором шпинделе с переустановкой заготовки без остановки станка, в автоматическом режиме. Сочетание высокой жесткости конструкции, мощного мотора-шпинделя и прецизионной точности станка позволяют успешно сочетать черновое силовое резание с чистовой обработкой и производить обработку стальных деталей в закаленном состоянии.



Характеристики системы ЧПУ OSP-P200L:

• Содержит пакет матобеспечения One-Touch-IGF-XL. который позволяет создавать управляющие программы на самом станка, при этом оператору будет достаточно задать лишь геометрию заготовки и геометрию готовой детали. Имеется возможность предварительного просмотра процесса обработки в интерактивном режиме на дисплее ЧПУ и корректировки созданной программы самим оператором.
• Система автопрограммирования LAP4. Осуществляется автоматическое распределение припуска по переходам в зависимости от требуемой точности и чистоты обрабатываемой поверхности
• Анимационное воспроизведение процесса обработки на дисплее
• Встроенный интерфейс типа RS-232
• Возможность сдвига системы координат
• Автоматическое создание контура для обработки
• Проверка времени отработки по заданному циклу
• Монитор нагрузки
• Монитор NC-операций
• Функция сокращения времени цикла
• Переключение дюймы/мм
• Датчик контроля за возможным вытягиванием заготовки из патрона во время обработки
• Индикатор состояния станка маячкового типа из 2-х плафонов
• Трансформатор для приведения характеристик имеющегося источника питания станка к требуемым характеристикам.
Процесс изготовления детали на обрабатывающем цетре OKUMA Space Turn LB3000 EX наглядно представлен в видеоролике.
Многофункциональные горизонтальные обрабатывающие центры MULTUS сочетают в себе преимущества токарных и фрезерно-сверлильных станков с ЧПУ. Оборудование данной серии обеспечивает возможность комплексной обработки детали, что существенно сокращает количество необходимого оборудования и оснастки, а также снижает трудоемкость изготовления деталей. Обрабатывающие центры MULTUS сочетают в себе высокую гибкость при переналадке и высокую производительность. Наличие противошпинделя позволяет производить обработку инструментами (как токарными, так и вращающимися) в любом из двух шпинделей станка или с перехватом детали.
Самые популярные многофункциональные обрабатывающие центры OKUMA постоянно совершенствуются. Подтверждение этому – усовершенствованная серия Multus B .
Преимущества Multus B:
Всё это позволяет сократить оперативное время, расходы и количество необходимых опций.

Алексей Сальников, Андрей Аввакумов
Сегодня мы хотим рассказать об опыте внедрения CAD/CAM/CAPP-системы ADEM на двух предприятиях: Уральской машиностроительной корпорации «Пумори-СИЗ» (г.Екатеринбург, Россия) и фирме «Механик» (г.Каменец-Подольский, Украина).
УМК «Пумори-СИЗ» (www.pumori.ru ) — один из крупнейших российских производителей сложного металлорежущего и вспомогательного инструмента и оснастки, поставщик современных станков и оборудования в Российской Федерации. Сегодня УМК «Пумори-СИЗ» объединяет более десятка предприятий, которые производят высококачественный импортозамещающий режущий, вспомогательный инструмент и технологическую оснастку, не уступающую по качеству зарубежным образцам. УМК «Пумори-СИЗ» обеспечивает комплексное решение задач, стоящих перед промышленными предприятиями: инжиниринговое обеспечение и сопровождение, поставки современных станков и оборудования от ведущих европейских производителей, разработку и изготовление сложного металлорежущего, вспомогательного инструмента и технологической оснастки. На базе корпорации действует Свердловский областной технический центр быстрой подготовки производства, оснащенный самыми современными станками и оборудованием.
Сотрудничество УМК «Пумори-СИЗ» и Группы компаний ADEM началось около пяти лет назад. Сначала это были поставки рабочих мест системы ADEM, предназначенных для решения задач проектирования технологических процессов механической обработки на инструментальном производстве. Затем, после успешного внедрения и эксплуатации системы ADEM, сотрудничество было расширено и корпорация приобрела полнофункциональные, включающие обработку с ЧПУ, рабочие места. Кроме того, Группа компаний ADEM оснастила два учебно-демонстрационных центра «Пумори » (в Екатеринбурге и Перми) учебными классами на базе своего программного обеспечения.
Следующим шагом сотрудничества стала совместная работа двух компаний в рамках технического центра быстрой подготовки производства. С нашей стороны она заключается в оказании технической поддержки по созданию технологий обработки деталей на оборудовании с ЧПУ фирмы OKUMA, поставляемом корпорацией. Два примера такой работы описаны в данной публикации.
Первый пример касается решения задачи, поставленной перед специалистами Группы компаний ADEM и УМК «Пумори-СИЗ». Она заключалась в разработке и отладке технологии изготовления детали типа «долото» на станке MU-400 VA OKUMA, а также в изготовлении опытного образца с демонстрацией возможностей станка в присутствии заказчика. Заказчик — «ОАО НПП Бурсервис» (г.Уфа), занимающееся разработкой и изготовлением оборудования и инструментов для бурения и капитального ремонта нефтяных и газовых скважин (www.burservice.ru ).
Обрабатывающий центр OKUMA MU-400VA предназначен для комплексной фрезерной, сверлильной и токарно-расточной обработки одновременно по пяти управляемым координатам. Обладающий высокой термостабильностью станок позволяет вести обработку сложнопрофильных деталей из различных материалов, в том числе из высоколегированных закаленных сталей с твердостью поверхности до HRC-58. 60. Отличительной особенностью MU-400VA является поворотный стол с быстрым изменением угла наклона, безупречной точностью и жесткостью, позволяющий обрабатывать заготовки весом до 300 кг. Минимальный угол поворота стола составляет 0,001°, а качающаяся конструкция допускает отклонения по оси С до 360°, по оси А от +20 до –110°.
Жесткая портальная конструкция станка и массивная траверса с поперечными салазками обеспечивает точные перемещения шпиндельного узла по оси Х. Система ЧПУ станка имеет функцию управления подачами для скоростной высокоточной обработки углов и скруглений, а также функцию управления скоростью разгона/торможения мотор-шпинделя, что позволяет значительно уменьшить вспомогательное время за счет перемещения на холостом ходу со скоростью 40 м/мин.
Масса алюминиевой детали составляет 32 кг (масса заготовки 44 кг) — рис. 1. Деталь представляет собой долото для бурения вертикальных скважин. По внешнему виду это изделие цилиндрической формы с шарообразным утолщением на конце, с шестью попарно симметричными пазами и расположенными по поверхности посадочными отверстиями под твердосплавные вставки (рис. 2). Геометрия детали является типовой для предприятия заказчика, но при этом имеет ряд сложных нюансов, позволяющих задействовать все возможности оборудования при ее обработке.

Рис. 1. Заготовка

Рис. 2. Объемная твердотельная модель детали
Поскольку одним из условий приобретения станка заказчиком было изготовление опытного образца, УМК «Пумори-СИЗ» в рамках партнерского соглашения с Группой компаний ADEM предоставила техническое задание на разработку технологии изготовления тестовой детали. Техзадание представляет собой пакет необходимой для составления технологии документации:
На начальном этапе работы, согласно намеченному плану, специалистами ГК ADEM была разработана технология изготовления детали с учетом возможностей 5-координатного оборудования. Принимая во внимание сложную геометрию детали, для упрощения технологии и, как следствие, управляющей программы было принято решение создать маршрут с использованием функций станочных подпрограмм.
После составления в системе ADEM первоначального варианта технологии изготовления детали и его анализа технологической службой УМК «Пумори-СИЗ» в маршрут были внесены необходимые изменения, учитывающие полученные замечания и предложения.
Параллельно с разработкой и согласованием технологии изготовления в модуле ADEM- GPP проводилась работа по созданию постпроцессора для станка MU-400 VA и стойки с ЧПУ OKUMA. Поскольку специалистам ГК ADEM приходилось ранее создавать постпроцессоры на аналогичное оборудование, то в проектируемом постпроцессоре были использованы существующие наработки, что позволило существенно сократить время его создания.
После окончательного согласования технологии и первичной отладки постпроцессора специалист по внедрению прибыл в учебно-демонстрационный центр «Пумори-СИЗ». Основная работа по доводке постпроцессора на станке заняла два рабочих дня, после чего технологи центра могли самостоятельно получать управляющие программы для изготовления деталей на отлаживаемом станке. Заметим, что получаемые с использованием системы ADEM управляющие программы не нуждались в ручной корректировке.
Следует отметить, что УМК «Пумори-СИЗ» уже довольно давно и успешно используют CAD / CAM / CAPP -систему ADEM — для решения широкого спектра задач конструкторско-технологической подготовки производства — от разработки чертежей и универсальных технологий до создания моделей и их последующей ЧПУ-обработки. Однако крайне сжатые сроки, отведенные на решение данной задачи, заставили компании в очередной раз объединить свои усилия.
Таким образом, очередным итогом совместной работы Группы компаний ADEM и УМК «Пумори-СИЗ» стало проектирование технологии изготовления тестовой детали «долото» на 5-осевом вертикальном обрабатывающем центре OKUMA MU-400 VA (рис. 3). Заметим, что на все работы, включая командировку специалиста ГК ADEM. ушло чуть больше двух недель.


Рис. 3. Обработка детали на станке
Второй пример касается известного украинского предприятия «Механик» из города Каменец-Подольский, специализирующегося на производстве деревообрабатывающего инструмента различной сложности. «Механик» не только распространяет свой инструмент на территории Украины, но и экспортирует за рубеж.
Предприятие обратилось в Группу компаний ADEM с просьбой о помощи в разработке технологии изготовления детали «вал шейпера» на токарном обрабатывающем центре OKUMA модели MULTUS B300, оснащенном ЧПУ OSP-P200L.
В качестве исходных данных заказчиком была предоставлена документация и инструкции по программированию станка. Изготовление и отладка технологии производились на месте при отработке тестовой управляющей программы.
Станок MULTUS представляет собой многофункциональный двухшпиндельный обрабатывающий центр, обеспечивающий высокоточное выполнение токарных, фрезерных, сверлильно-расточных операций любой сложности (рис. 4).


Рис. 4. Шпиндели токарно-обрабатывающего центра OKUMA MULTUS B300
Он сочетает в себе компактность обычного токарного станка с широким набором функций специального оборудования:
Этот станок оснащен поворотной токарно-фрезерной головкой и магазином инструментов, что позволяет выполнять обработку любой сложности. Применение такого оборудования наиболее целесообразно при обработке сложных деталей с преобладанием фрезерно-сверлильных операций.
Трехмерная модель тестовой детали была выполнена специалистами заказчика и передана для обработки в систему ADEM. Поддержка системой многочисленных форматов обмена геометрической информацией обеспечивает необходимую гибкость работы и значительно упрощает работу специалистов всех уровней — от конструктора до начальника отдела внедрения и эксплуатации.
Деталь «вал шейпера» представляет собой цилиндр с винтовыми проточками и посадочными углублениями под режущие пластинки. Как видно из рис. 5, обрабатываемая деталь — это только часть длинного вала, которая должна стыковаться с такими же частями. В связи с этим особые требования предъявляются к точному позиционированию посадочных мест под режущие пластинки.

Рис. 5. Трехмерная модель детали «вал шейпера»
В связи с тем, что станок MULTUS B300 оснащен контршпинделем, было принято решение вести обработку следующим образом: сначала половина детали обрабатывается в основном шпинделе, потом деталь перехватывается в контршпиндель, и последующая обработка ведется в нем. В процессе отладки технологии стало ясно, что в основном шпинделе возможно обработать приблизительно 30-40% поверхности детали. Это обусловлено наклоном поверхности дна посадочного места и габаритами токарно-фрезерной головки.
Поскольку все винтовые проточки и посадочные места одинаковые, то для более эффективной обработки при проектировании управляющей программы использовался механизм повторений — подпрограммы. По сути, весь маршрут обработки состоял из четырех токарных переходов, необходимых технологических команд (таких как «Перемещение детали из основного шпинделя в субшпиндель», «активизация шпинделя» и т.д.) и десяти подпрограмм, содержащих фрезерную обработку и сверление.

Рис. 6. Модель детали и траектории обработки в системе ADEM
После обработки наружного диаметра были сформированы винтовые пазы. Затем были предварительно отфрезерованы сами понижения для посадочных мест, зацентрованы и засверлены отверстия в посадочных местах и, наконец, конической фрезой были окончательно обработаны уклоны на стенках посадок. Далее производился перехват детали из одного шпинделя в другой, и обработка повторялась в том же порядке.
В процессе разработки и отладки постпроцессора были обнаружены некоторые особенности программирования данного станка:
Все эти особенности были учтены на этапе отладки.
Еще до переноса управляющей программы на станок обработка была смоделирована с помощью интегрированного симулятора системы ADEM. Это позволило заранее выявить некоторые недостатки в технологии и внести коррективы.
Таким образом, созданный маршрут и отлаженный постпроцессор уже несколько месяцев успешно используются на предприятии «Механик» в качестве основы и образца для создания технологии целого семейства деталей. Как и в первом случае, время, затраченное на весь проект, составило примерно две недели.
В заключение отметим, что большая функциональная насыщенность системы ADEM и развитые средства создания постпроцессоров позволяют в кратчайшие сроки обеспечивать запуск в эксплуатацию самых современных станков, таких как оборудование фирмы OKUMA, независимо от кинематической схемы станка и особенностей его системы ЧПУ.
Год: 2012
Марка: Okuma
Модель: Multus B200II
Состояние: отличное
Электрические: 230/460/3 проводной 460
Состояние машины: под напряжением
Вес: 25000?
Поворотным / фрезерный центр
чип шнек
бар корма 6 футов: LNS двигаться 52
СОЖ под высоким давлением
оснастки: Capto-С6
Контроль: OSP-P3005-Н
очень низкие ч.
STD данные машины ниже проверьте:
MULTUS B200II
MULTUS B200II является конечной слияние
очередь-
мельница операции с токарный, вертикально или
горизонтальный обрабатывающий центр и материал
обработка
Операции объединены в одну 6-8 дюймов патрона
машина класса. Это многозадачность станок с ЧПУ
выполняет процесс интенсивного обработку для коротких поставок, в то время как более эффективное использование площади. С меньшим количеством установок, работа в процессе резко снижается и использование машины значительно увеличивается.
MULTUS B200II имеет 225 ° диапазон B-оси с
12000 оборотов в минуту H1-фрезерный шпиндель (опт. 20,000rpm)
с двойной функцией (L / M). H-1 с двойной функцией
Шпиндель головой использует CAPTO-C6 оснастки и имеет
16,2 / 10,8 л.с. PREX фрезерный мотор шпинделя.
база
предложение имеет 40-инструмента УВД, с УВД 60-инструментальной
доступный. H1-револьверный имеет 0,001 степень B-
ось
и соединение движения Y-ось для обработки
Гибкость. Главный шпиндель оснащен
полный контурной ось С.
Термо-чистых строительных обеспечивает высокий
Точность, даже в самых сложных приложений,
и необязательный б вариант с суб-шпинделя
позволяет
часть будет передан от одного шпинделя к
Другие.
MULTUS B200II оснащен Okuma '
THINC-
Контроль OSP P300S, который разработан с простотой
Операция в виду. С одномодовом режиме
а также
Превосходная графика, начинающие операторы, а также
профессиональные машинисты будут испытывать
гладкой, более эффективный способ изготовления деталей.
макс поворота Диаметр: 23,62 "
Диапазон скоростей: 45-5000 мин
л.с. 15/10
Пороги: 1575 / 1024ipm
Данное описание может быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации.
Как работает ExaproИспользовать Exapro очень легко, вот как это работает
Вот выбор подобных станков Okuma LVT300M Токарный станок с ЧПУ
S_varog - Сегодня, 05:08
Последние сообщенияНет предстоящих событий
Дни рождения сегодня


 OKUMA
OKUMA
S_varog - Сегодня, 05:08
Последние сообщенияНет предстоящих событий
Дни рождения сегодня
OKUMA
Отправлено 27 Июнь 2012 - 08:09
Имеется станочек Okuma LB200MW с двумя шпинделями. Стойка U100L. Расстояние между двумя шпинделями в нем очень мало. Если поставить два сверла в две стороны, то производить поворот револьверной головы можно только в строго определённой позиции, иначе одно из свёрел зацепится за шпиндель и сломается.
При выходе в позицию смены инструмента через G0 необходимо учитывать коррекцию на инструмент, что очень неудобно. Хотелось бы использовать команду (по типу G28 в фануке) для автоматического выхода в точку смены инструмента. Но.
В руководстве по программированию есть команда G20 - Команда исходного положения. Но как ей пользоваться непонятно. В станке имеется 8 исходных положений.
Если выполнить "G20 HP=1", то выдает ошибку "2275 DATA WORD HP"
Если выполнить "G20 HP1", то выдает ошибку "2235 Equal is not exits 6300"

Так как же писать?
Положения я забить не могу по причине отсутствия экрана "Home position" в моих станках.
Но самое интересное вот что. В параметрах станка есть два экрана - "MC USER PARAMETER" и "MC SYSTEM PARAMETER". На этих экранах можно включать и выключать другие экраны пользовательских и системных параметров.
На двухшпиндельном станке экран "MC USER PARAMETER" выглядит 1:1 как на картинке. А на другой Окуме (одношпиндельной, где, правда, эта функция не нужна) на этом экране пунктов побольше, и один из них называется. правильно! "Home position"! Напротив него стоит "0", т.е. этот экран скрыт. Но включить отображение этого экрана я не могу. Команда "SET 1" как бы выполняется, но напротив "Home position" всё равно остаётся ноль. Хотя при этом все остальные пункты нормально включаются и выключаются. В общем фигня какая-то.
Ещё в документации описан вот такой экран:
Но его у меня в параметрах тоже нет.
А вообще все те параметры, которые находятся под кнопкой параметров - это чисто операторские параметры. Где-то в станке должны быть ещё куча системных параметров (типа настроек сервоусилителей, погрешностей винтов, электроавтоматики и т.д.). И в этих параметрах, скорее всего, эта команда и отключена. Вот только как туда попасть нигде не написано.
добрый день. а почему OKUMA не русифицирует свои стойки?
пользователи станков OKUMA, расскажите о станках. удобные ли. надежные ли, как с сервисом? Видеороликов в нэте маловато. а которые есть. в них уже стоят готовые детали.
Имеется станочек Okuma LB200MW с двумя шпинделями. Стойка U100L. Расстояние между двумя шпинделями в нем очень мало. Если поставить два сверла в две стороны, то производить поворот револьверной головы можно только в строго определённой позиции, иначе одно из свёрел зацепится за шпиндель и сломается.
При выходе в позицию смены инструмента через G0 необходимо учитывать коррекцию на инструмент, что очень неудобно. Хотелось бы использовать команду (по типу G28 в фануке) для автоматического выхода в точку смены инструмента. Но.
В руководстве по программированию есть команда G20 - Команда исходного положения. Но как ей пользоваться непонятно. В станке имеется 8 исходных положений.
Если выполнить "G20 HP=1", то выдает ошибку "2275 DATA WORD HP"
Если выполнить "G20 HP1", то выдает ошибку "2235 Equal is not exits 6300"
Так как же писать?
Положения я забить не могу по причине отсутствия экрана "Home position" в моих станках.
Но самое интересное вот что. В параметрах станка есть два экрана - "MC USER PARAMETER" и "MC SYSTEM PARAMETER". На этих экранах можно включать и выключать другие экраны пользовательских и системных параметров.
На двухшпиндельном станке экран "MC USER PARAMETER" выглядит 1:1 как на картинке. А на другой Окуме (одношпиндельной, где, правда, эта функция не нужна) на этом экране пунктов побольше, и один из них называется. правильно! "Home position"! Напротив него стоит "0", т.е. этот экран скрыт. Но включить отображение этого экрана я не могу. Команда "SET 1" как бы выполняется, но напротив "Home position" всё равно остаётся ноль. Хотя при этом все остальные пункты нормально включаются и выключаются. В общем фигня какая-то.
Ещё в документации описан вот такой экран:
Но его у меня в параметрах тоже нет.
А вообще все те параметры, которые находятся под кнопкой параметров - это чисто операторские параметры. Где-то в станке должны быть ещё куча системных параметров (типа настроек сервоусилителей, погрешностей винтов, электроавтоматики и т.д.). И в этих параметрах, скорее всего, эта команда и отключена. Вот только как туда попасть нигде не написано.
Добрый день, Andrnow!
На станках серии LB со стойкой U100L функция "Home position" была не активна, ввиду ее ненадобности. Соответственно и G20 там не работает. Единственный вариант остается пользоваться корректором, который как я понял, Вам не пригляделся.
Отправлено 13 Май 2015 - 13:02
Привет. Народ помогите. Станок Okuma ma-800hb при смене инструмента он кладет его в ту ячейку из которой берет др. инструмент. Вопрос: возможно ли его заставить не перемешивать весь магазин, а класть инструмент строго по номерам ячеек в магазине? Подскажите или кинте ссылку. Заранее спасибо
Это возможно, но необходимо чтобы список инструмента в магазине был пуст (т.е. все нули) и над функциональными кнопками (таблице инструмента магазина) найти надпись по присвоению номеру ячейки такой же номер инструмента (после нажатия делает автоматом).
Но если в шпинделе стоит T6 и по программе естественно в шапке идет смена инструмента T6 M06, то вылезает ошибка. что за чушь? Кто нибудь сталкивался?
Для этой цели лучше использовать не "VATOL", а "VTLCN". Т.к. параметр "VATOL" иногда будет не равен номеру инструмента (вместо, допустим 25 будет равен 2805).
Приветствую! Вопрос такой, станок Okuma lb4000ex, столкнулся с такой задачей, при токарной обработке именно при сверловке, устанавливаем х0 и сверлим, при установке фрезерного блока, для фрезеровки или сверловки с торца, получается что х0 уже не прокатывает, то есть идет смещение, как и где оно указывается или нужно привязывать по диаметру. коллега на окуме 3000 намерял у себя смещение на 40 мм, и постоянно задает х-40 и работает, мы же на 4000м намеряли что-то вроде 8.2мм, по сути мне так кажется, что так быть не должно. подскажите как сделать правильно)) Заранее спасибо)
Да, Вы правы нужна привязка по "Х". Сделайте её один раз для фр.головы и забудьте об этом. При вызове инструмента T020202 корректор сработает по "Х" и по "Z" и выводите в "0" по "X" и спокойно сверлите.
Сообщение отредактировал NIK2: 13 Май 2015 - 13:04

Три основных преимущества Okuma CNC System OSP-P200L & OSP-P20L Maintenance Manual, LE34-033, Used - это дизайн, цена и качество! Наш сервис с радостью поможет вам стать владельцем Okuma CNC System OSP-P200L & OSP-P20L Maintenance Manual, LE34-033, Used. Мы сможем доставить товар в любой город России (Москву, Санкт-Петербург, Новосибирск, Нижний Новгород, Самару, Омск, Казань, Челябинск и другие города РФ), Украины, Белоруссии, Казахстана и других стран СНГ. С нашим сервисом покупки на eBay это просто! Выбирая наш сервис вы делаете правильный выбор.
Чтобы совершить заказ нажмите кнопку "Купить" и зарегистрируйтесь. После регистрации внесите средства на свой счет в нашей системе и оплатите ими ваш товар. После оплаты товара наши сотрудники выкупят его с аукциона на наш адрес в США. Как только ваш товар поступит на наш склад вы получите уведомление на ваш электронный адрес и сможете добавить товар в посылку.
Перед совершением заказа вы можете рассчитать примерную стоимость стовара, используя наш калькулятор стоимости доставки .
Кроме того обращаем ваше внимание на то, что товары с eBay транслируются автоматически, и мы не фильтруем товары которые запрещены к отправке в международных направлениях. Вам стоит уточнить, отсутствует ли товар в списке запрещенных к пересылке. В том случае если товар запрещен к международной пересылке, мы не станем его выкупать и отменим заказ. Наиболее распространенные товары запрещенные к отправке из США это оружие и его части, а так же любые ножи и предметы конструктивно сходные с гражданским или служебным оружием, в том числе спортивный инвентарь и игрушки.
Зарегистрируйтесь прямо сейчас чтобы начать совершать покупки! Регистрация необходима для оплаты товара, добавления товара в посылку и отслеживания статуса вашего заказа. Без регистрации совершение покупок невозможно.
Начни экономить сегодня Горящие распродажи - невозможно устоять! Последние отзывы о работе сервиса
Антон (пгт Кулой, Вельский р-н)
Все пришло, несмотря на мои переживания, хоть и пришлось подождать полтора месяца. Планирую и дальше покупать вещи за границей через этот сервис.

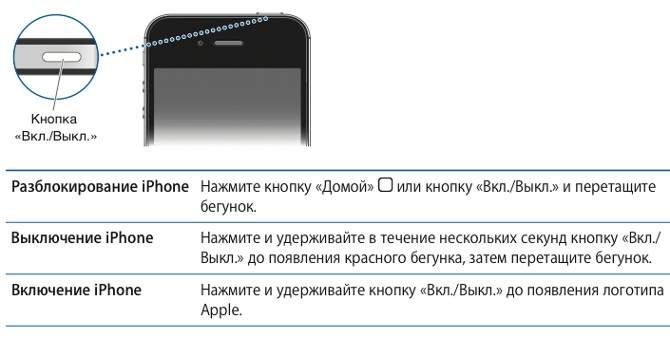
Первый раз заказывала через интернет, было очень страшно, много всего наговаривали про такие покупки. Оказалось что все это слухи и клевета! Прислали довольно быстро, из комплекта все на месте! Давно хотела себе айфончик =^-^=! BayStore, вы молодцы =*** продолжайте в том же духе)))

заказывали сразу три подержаных айфона всей семье одной посылкой. на таможне к счастью проблем не возникло. все быстро, спасибо BayStore!

Заказывал кучу всего одной посылкой, первый раз через BayStore, очень переживал! Достаточно долго из-за праздников, как объяснили сотрудники, но все дошло в идеале - отлично упаковано и в целости и сохранности! Спасибо.
Наша группа в Контакте![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Все объявления транслируются автоматически напрямую с сайта eBay. Сервис BayStore никак не связан с авторами объявлений и не несет никакой ответственности за их содержание.