Рейтинг: 4.9/5.0 (1832 проголосовавших)
Рейтинг: 4.9/5.0 (1832 проголосовавших)Категория: Руководства
Фрезерование резьбы широко распространено в серийном и массовом производствах и применяется для нарезания наружных и внутренних резьб на резьбофрезерных станках (рис. 1.39). Оно осуществляется двумя основными способами: дисковой фрезой (рис. 1.39, а) и групповой (гребенчатой) фрезой (рис. 1.39, б).
Нарезание дисковой фрезой применяют при нарезании резьб с большим шагом (Р) и круглым профилем и главным образом для предварительного нарезания трапецеидальных резьб за один, два или три рабочих хода. При нарезании фреза вращается и совершает поступательное движение вдоль оси заготовки, причем перемещение за один оборот заготовки должно точно соответствовать шагу резьбы.
Гребенчатая резьбовая фреза представляет собой набор нескольких дисковых резьбовых фрез. Полное нарезание происходит за 1,2 оборота заготовки (0,2 оборота необходимы для полного врезания и перекрытия места врезания).
Фрезерование дисковой фрезой часто применяют как черновую обработку перед нарезанием резьбы резцом.
Фрезерование гребенчатой фрезой — применяется для получения коротких резьб с мелким шагом. Длина фрезы обычно принимается на 2. 5 мм больше длины фрезеруемой детали. Групповая фреза устанавливается параллельно оси детали, а не под углом, как дисковая фреза. Нарезание резьбы с большим углом подъема гребенчатой фрезой затруднительно.
Фрезерование резьбы является одним из наиболее производительных методов обработки резьбы.
Шлифование резьб выполняют чаще всего после термической обработки заготовок. Резьбошлифование может быть наружным и внутренним, осуществляется на различных резьбошлифовальных станках. Существуют следующие способы шлифования резьбы: однопрофильным кругом; многопрофильным кругом с продольным движением подачи; врезное; широким многопрофильным кругом.
Шлифование однопрофильным кругом является универсальным и точным методом. Его применяют для изготовления метчиков, резьбовых пробок, резьбовых колец и т. п.





















Описана кинематика потенциально высокопроизводительного процесса резьбонарезания при согласованном вращении винтовой (червячной) фрезы и заготовки. Отмечается, что изменение направления подачи с осевого на радиальное существенно сокращает путь резания и создает предпосылки для повышения производительности процесса.
Abstract 2010 year, VAK speciality — 05.03.05;05.16.05, author — Solyankin D. YU. Yamnikov A. S.The kinematics of potentially high-productivity thread cutting process with a coordinated helical (worm-like) rotation of the tool and the workpiece is described. It is noted that switching the feed direction from axial to radial significantly reduces the cutting path length and makes it possible to improve the process productivity.
Научная статья по специальности " Кузнечно-штамповочное производство " из научного журнала "Известия Тульского государственного университета. Технические науки", Солянкин Д. Ю. Ямников А. С.Скопируйте отформатированную библиографическую ссылку через буфер обмена или перейдите по одной из ссылок для импорта в Менеджер библиографий.
Солянкин Д. Ю. Ямников А. С. Фрезерование резьб винтовой фрезой с радиальной подачей // Известия ТулГУ. Технические науки. 2010. №4-2. URL: http://cyberleninka.ru/article/n/frezerovanie-rezb-vintovoy-frezoy-s-radialnoy-podachey (дата обращения: 29.09.2016).
Солянкин Д. Ю. et al. "Фрезерование резьб винтовой фрезой с радиальной подачей" Известия Тульского государственного университета. Технические науки (2010). URL: http://cyberleninka.ru/article/n/frezerovanie-rezb-vintovoy-frezoy-s-radialnoy-podachey (дата обращения: 29.09.2016).
Солянкин Д. Ю. & Ямников А. С. (2010). Фрезерование резьб винтовой фрезой с радиальной подачей. Известия Тульского государственного университета. Технические науки URL: http://cyberleninka.ru/article/n/frezerovanie-rezb-vintovoy-frezoy-s-radialnoy-podachey (дата обращения: 29.09.2016).
Скопируйте отформатированную библиографическую ссылку через буфер обмена или перейдите по одной из ссылок для импорта в Менеджер библиографий.
Солянкин Д. Ю. Ямников А. С. Фрезерование резьб винтовой фрезой с радиальной подачей // Известия ТулГУ. Технические науки. 2010. №4-2 С.96-100.
Солянкин Д. Ю. et al. "Фрезерование резьб винтовой фрезой с радиальной подачей" Известия Тульского государственного университета. Технические науки (2010).
Солянкин Д. Ю. & Ямников А. С. (2010). Фрезерование резьб винтовой фрезой с радиальной подачей. Известия Тульского государственного университета. Технические науки
Фрезерование наружной и внутренней резьбы широко применяется в производстве; оно осуществляется двумя способами: 1) дисковой фрезой 2) групповой фрезой.
Первый способ — фрезерование дисковой фрезой — применяется при нарезании резьб с большим шагом и крупным профилем. Нарезание дисковой фрезой производится за один проход и для очень крупных резьб - за два или три прохода. Профиль фрезы соответствует профилю резьбы; ось фрезы располагается по отношению к оси детали под углом  . равным углу наклона резьбы (рис. 11, а). Дисковые фрезы применяются симметричные (рис. 11, б) и несимметричные (рис.11,в ) в зависимости от конструкции станка. При на
. равным углу наклона резьбы (рис. 11, а). Дисковые фрезы применяются симметричные (рис. 11, б) и несимметричные (рис.11,в ) в зависимости от конструкции станка. При на

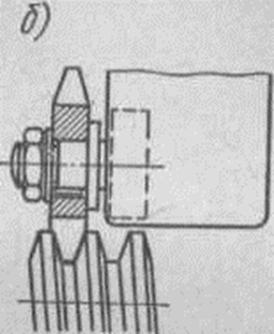
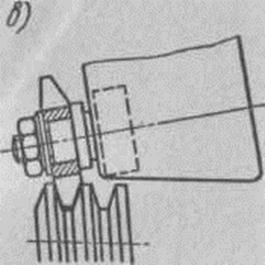
Рис. 11. Схемы фрезерования резьбы дисковыми фрезами:
а — смещение осей фрезы и нарезаемой детали; б — фреза симметричного профиля; в — фреза несимметричного профиля.
резании резьбы фреза вращается и имеет поступательное движение вдоль оси детали, причем перемещение за один оборот детали должно точно соответствовать шагу резьбы. Вращение детали происходит медленно в соответствии с подачей. Время нарезания для каждого прохода определяется отдельно, так как глубина резания, минутная подача и врезание для каждого из них различны.
Второй способ — фрезерование групповой фрезой — применяется для получения коротких резьб с мелким шагом (рис. 12, a — фрезерование наружной резьбы, рис. 12,6 — фрезерование внутренней резьбы). Групповая фреза (называется иногда гребенчатой) представляет собой как бы группу дисковых фрез, собранных на одну оправку. Длина фрезы обычно принимаетсяи на 2—5 мм больше длины фрезеруемой резьбы. Групповая фреза устанавливается параллельно оси детали, а не под углом, как дисковая.

Рис. 12. Схемы фрезерования резьбы групповыми фрезами:
а - наружной резьбы; б — внутренней резьбы.
(Резьбу с большим наклоном групповой фрезой нарезать нельзя.) Предварительно производят врезание фрезы на глубину резьбы. Во время полного оборота детали групповая фреза перемещается на величину шага резьбы. Фрезерование резьбы происходит за 1,2 оборота детали; 0,2 оборота детали необходимо для врезания фрезы на глубину резьбы и перекрытия места врезания.
© studopedia.ru Не является автором материалов, которые размещены. Но предоставляет возможность бесплатного использования. Есть нарушение авторского права? Напишите нам
Издательство «Высшая школа» 1975 г.
Для построения коммунистического общества необходимо решить главную экономическую задачу — создать материально-техническую базу коммунизма.
Создание материально-технической базы коммунизма предполагает высокие темпы роста промышленного производства, при этом основная доля прироста промышленной продукции должна быть обеспечена за счет повышения производительности труда.
Повышение производительности труда является одной из важнейших задач, стоящих перед социалистической промышленностью, решение которой должно быть неразрывно связано с уменьшением себестоимости и снижением трудоемкости выпускаемых изделий. Важнейшим условием роста производительности труда является технический прогресс.
Директивами XXIV съезда КПСС предусмотрен опережающий рост производства металлообрабатывающих станков с числовым программным управлением, с увеличением их выпуска к 1975 г. не менее чем в 3,5 раза. Предусмотрено также расширение выпуска станков высокой и особо высокой точности, автоматических и полуавтоматических линий.
Потребность народного хозяйства в квалифицированных рабочих непрерывно возрастает, поэтому Директивами XXIV съезда КПСС предусмотрено за пятилетие в профессионально-технических учебных заведениях подготовить не менее 9 млн. квалифицированных рабочих для всех отраслей народного хозяйства. Одной из форм подготовки кадров для промышленности является также обучение молодых рабочих непосредственно на производстве.
В речи на XVII съезде Всесоюзного Ленинского Коммунистического Союза Молодежи Л. И. Брежнев по вопросу о подготовке рабочей смены сказал: «Необходимо прежде всего, чтобы основная ее масса проходила подготовку в профессионально-технических учебных заведениях с тем, чтобы еще до поступления на работу молодые люди получили специальность».
Будет значительно расширена сеть профессионально-технических училищ, выпускники которых наряду с профессией получат общее среднее образование. К концу этой пятилетки число таких училищ удвоится.
Повышение эффективности общественного производства, его интенсификация — основная линия экономического развития страны на ближайшие годы и на длительную перспективу, как первейшее условие создания материально-технической базы коммунизма, повышение народного благосостояния.
Важным в настоящее время является внедрение в производство прогрессивной технологии, высокопроизводительного оборудования и режущего инструмента, а также современных форм организации и управления.
Последовательность изложения и содержание материала книги соответствуют программе подготовки фрезеровщиков в средних профессионально-технических училищах, утвержденной Государственным комитетом Совета Министров СССР по профессионально-техническому образованию.
Способы формообразования винтовых поверхностей на деталях можно классифицировать по виду обрабатывающих инструментов. На рисунке 2.1 представлена классификация способов изготовления винтовых поверхностей на деталях. Выбор способа изготовления деталей с винтовой поверхностью зависит от материала (металл, пластмасса, стекло и др.), от требований к условиям работы.
Рис. 2.1 Классификация способов изготовления винтовых поверхностей на деталях
Широко распространённым способом изготовления резьбовых деталей в технологических процессах является резьбонарезание. С помощью резьбовых резцов и гребенок на токарно-винторезных станках выполняется нарезание резьбы как наружной, так и внутренней (для внутренней резьбы, начиная с d= 12 мм и выше). Этот способ характеризуется относительно невысокой производительностью, поэтому в настоящее время он применяется в основном в мелкосерийном и индивидуальном производстве, а также при создании точных винтов, калибров, ходовых винтов и т.д. Достоинство его – простота режущего инструмента и сравнительно высокая точность получаемой резьбы.
Процесс нарезания резьбы резцом осуществляется за несколько проходов, число которых зависит от шага и высоты профиля резьбы и ряда других факторов.
Схематически способ нарезания резьбы резцом показан на рисунках: 1.1 – 1.4, 1.7, т.е. заключается в следующем: при одновременном вращательном движении детали, на которой вырезается резьба, и поступательном движении резца (вдоль оси детали) последний снимает (вырезает) часть поверхности детали в виде винтовой линии.
При нарезании ходовых резьб, особенно с крупным профилем, зачастую используют два резца для получения резьбы нормального профиля.
Процесс нарезания резьбы многозубой гребенкой в сравнении с нарезанием резцом является более производительным. Гребенка, рабочая часть которой состоит из 5-8 зубьев, имеет по порядку различную высоту зубьев, последние из которых являются калибрующими и имеют полный профиль.
Работа по нарезанию распределяется между несколькими зубьями гребенки, благодаря чему сокращается число проходов и уменьшается время на обработку (рис. 2.2).
Рис. 2.2 Нарезание резьбы гребенкой
Нарезание крепежной резьбы в условиях серийного и массового производства производиться на токарных, револьверных и специальных станках при помощи плашек, резьбонарезных головок и метчиков.
Наиболее употребительные резьбонарезные инструменты:
плашки – для нарезания резьбы на стержнях (болт, винт, шпилька и др.), т.е. наружной резьбы (рис. 2.3). По своим конструктивным особенностям плашки делятся на круглые (лерки) и раздвижные (клупповые).
метчики – для нарезания внутренней резьбы в гайках, в отверстиях с резьбой (рис. 2.4).

Рис. 2.3 Плашка круглая (лерка)
Метчик представляет собой стальной стержень с нарезанной на нем резьбой и разделенный продольными прямыми или винтовыми канавками, образующими режущие кромки. Эти же канавки служат для выхода стружки. По способу применения метчики разделяются на ручные и машинные. Нарезают резьбу комплектом из двух или трех метчиков (малого, среднего и нормального чистового) в зависимости от ее размера. Для метрической с крупным шагом и дюймовой резьбы комплект состоит из трех метчиков, для метрической с мелким шагом и трубной резьбы – из двух.
В виду устройства резьбонарезного инструмента (например: плашки; метчика) или при отводе резца (рис. 2.5), при переходе от участка поверхности с резьбой полного профиля (участка l) к гладкой поверхности образуется участок длиной (l1) с постепенно уменьшающимся по высоте профилем.

Этот участок (l1) с неполноценной резьбой называетсясбегом резьбы. Подобный сбег образуется и на конце глухого отверстия с резьбой, при применении метчика, у которого заборная часть имеет форму конуса (рис. 2.4, 2.7). Если резьбу выполняют до некоторой поверхности, не позволяющей доводить инструмент до упора к ней, то образуетсянедовод резьбы. Сбег и недовод образуют недорез резьбы (рис. 2.5). Если требуется изготовить резьбу на стержне полного профиля, то для вывода резьбонарезного инструмента делаютпроточку ширинойb. диаметрd2 . которой меньше внутреннего диаметраd1 резьбы (рис. 2.6).

Рис. 2.5 Наружная резьба
Для изготовления резьбы полного профиля в отверстии делают проточку ширинойb1 . диаметрd3 . которой больше номинального диаметра резьбыd (рис. 2.8).
Обычно до нарезания резьбы на конце стержня и в отверстии делают фаску предохраняющую крайние витки от повреждений и являющуюся направляющей в резьбовом соединении (рис. 2.6 – 2.8). Размерl0 показывает положение проточки от торца детали (рис. 2.8).

Рис. 2.6 Нарезание полного профиля резьбы на стержне

Рис. 2.7 Резьба в глухом отверстии
Размеры фасок, сбегов, недорезов и проточек стандартизованы (ГОСТ 10549-80*, ГОСТ 27148 - 86 Изделия крепёжные. Выход резьбы, сбеги, недорезы и проточки. Размеры).
Рис. 2.8 Резьба полного профиля в отверстии
Последовательность изготовления глухого отверстия в детали сверлом и его условное изображение на чертежах показано на рис. 2.9. В начале сверлом высверливают гнездо, глубина которого зависит от пластичности материала, куда в дальнейшем будет ввернута деталь (шпилька, винт…).



Р ис. 2.9 Нарезание глухого отверстия сверлом
Диаметр сверла должен быть выбран из таблицы стандартов в зависимости от нарезаемой в дальнейшем резьбы. Диаметр отверстия d1 равен диаметру сверла, которым это отверстие высверливается,L – глубина сверления отверстия.

Рис. 2.10 Нарезание резьбы метчиком в глухом отверстии
Способ изготовления глухого резьбового отверстия метчиком и его условное изображение показано на рис. 2.10. Следует знать, что под завернутой шпилькой или винтом остается незаполненная часть гнезда. Эта нижняя часть гнезда имеет запас полной резьбы, резьбу неполного профиля – сбег из-за нижней заборной части метчика и не нарезанную часть. Фаска в гладком отверстии выполняется до нарезания резьбы метчиком. Номинальный диаметр резьбы d равен диаметру метчика,l – полная глубина отверстия,l0 – длина полного профиля резьбы.
2.2 Накатывание резьбы
Основным промышленным методом изготовления резьбы в настоящее время является накатка на специальных резьбонакатных станках. Эти станки при большой производительности обеспечивают верность формы, размера и чистоты поверхностей резьб. Процесс накатывания резьбы заключается в создании резьбы на поверхности детали без снятия стружки за счет пластической деформации поверхности обрабатываемой детали. Осуществляется этот процесс двумя способами: при помощи плоских или круглых плашек (роликов). Схематически способ накатки заключается в следующем. Деталь прокатывают между двумя плоскими плашками (рис. 2.11, а) или цилиндрическими роликами (рис. 2.11, б), имеющими резьбовой профиль. В результате на стержне выдавливается резьба такого же профиля. Наибольший диаметр накатываемой резьбы 25 мм. наименьший –1 мм. длина накатываемой резьбы60 – 80 мм .
Рис. 2.11 Накатывание резьбы
2.3 Фрезерование резьбы
Фрезерование наружной и внутренней резьбы производится на специальных резьбофрезерных станках. Вращающаяся гребенчатая фреза при радиальной подаче врезается в тело детали и фрезерует резьбу на ее поверхности. При этом происходит осевое перемещение детали или фрезы от специального копира на величину, равную шагу резьбы за время одного оборота детали.
На рис. 2.12 показано фрезерование наружной резьбы при помощи дисковой профильной фрезы. Такие фрезы зачастую находят применение при фрезеровании треугольной и трапециидальной резьбы с крупным шагом на деталях, имеющих большую длину.
Рис. 2.12 Фрезерование резьбы
2.4 Шлифование точной резьбы
Шлифование как способ создания резьбы применяется главным образом для получения точной резьбы на сравнительно коротких резьбовых деталях, например резьбовых пробках – калибрах, резьбовых роликах.
Шлифование резьбы осуществляется как при помощи однопрофильного, так и многопрофильного круга. Шлифовальный круг выбирается в зависимости от параметров резьбы, материала детали и рода шлифования (однониточное или многониточное). Предварительно в зависимости от профиля резьбы производится профилирование шлифовального круга с помощью специального приспособления с алмазом. Сущность шлифования резьбы состоит в том, что шлифовальный круг, располагающийся по отношению к детали под углом подъема резьбы, при быстром вращении и подаче вдоль оси на величину шага резьбы за один оборот вырезает(вышлифовывает) часть поверхности детали. В зависимости от конструкции станка и ряда других факторов резьба шлифуется за два, четыре и более прохода. На рис. 2.13 показана схема шлифования наружной резьбы однопрофильным шлифовальным кругом. Благодаря тому, что стружка, снимаемая шлифовальным кругом, очень тонкая, и наружная, и внутренняя резьба получается очень точной.
Рис. 2.13 Шлифование резьбы


Название: Резьбонарезание. Точение и фрезерование резьбы
Автор: коллектив
Страниц: 118
Формат: PDF
Размер: 28 Mб
Качество: Отличное
Язык: Русский
Год издания: 2010
В данном техническом руководстве показано, как добиться эффективного и стабильного процесса нарезания резьбы инструментом Sandvik Coromant.Цель данного руководства заключается в том, чтобы помочь Вам определить оптимальный набор инструментов для получения резьб неизменно высокого качества и достигнуть стабильности и надежности резьбонарезания.
Кроме описания основных принципов нарезания резьбы руководство содержит подробную информацию методах резьбонарезания, способах решения возникающих проблем, а также практические рекомендации по применению современного инструмента для резьбонарезания. Одним словом, в руководстве есть ответы на любые вопросы, касающиеся нарезания резьбы.


С этой книгой бесплатно скачивают:

pdf 1.6 мб - Бастов В.Ф.

pdf 1.2 мб - Никифоров В.М.

pdf 1.6 мб - Никифоров В.М.

pdf 15.5 mb - Автор не указан.

djvu 6 мб (+3%) - Иноземцев Г.Г.
Kodges.ru — сервис, позволяющий бесплатно скачать книги в различных форматах. Кроме этого, ресурс библиотеки постоянно пополняется, благодаря чему даже самые притязательные читатели смогут найти для себя что-то интересное. В разделе «Технические издания» представлена такая специализированная литература, как «Резьбонарезание. Точение и фрезерование резьбы», а также другие книги для узких специалистов и любознательных читателей. Путешествовать по разделам библиотеки Kodges.ru удобно и увлекательно.
Поделитесь ссылкой на книгу со своими друзьями:
Ссылка для форумов:
Просмотров: 558 | Комментарии (0)
Навигация по сайту







© 2006 - 2016 KodGes.RU

Все фотографии предоставлены компанией Walter USA
В статье рассмотрено резьбофрезерование как привлекательная альтернатива нарезанию резьбы метчиками, а также приведены преимущества орбитального фрезерования резьбы.
Существует множество способов нарезания резьбы, каждый из которых имеет свои плюсы и минусы. Однако повышение сложности производимых деталей и затрат на обработку все более явно говорят в пользу орбитального фрезерования резьбы.
Сверло-резьбофреза с зенковкой экономит место в инструментальном магазине и время обработкиИспользование дорогостоящих и труднообрабатываемых материалов, таких как высоколегированные нержавеющие стали, сплавы на основе никеля и титановые сплавы, долгое время было характерно для высокотехнологичной промышленности. Теперь все чаще эти материалы применяются и в обычном производстве.
В сложных деталях часто используются разные виды резьбы. Механическая обработка таких деталей обычно представляет собой последний этап длительного и затратного технологического процесса. Поломка метчика внутри дорогостоящей детали в процессе нарезания резьбы требует большого количества времени на его извлечение при помощи электроэрозионного станка. В худшем случае эта операция может оказаться неудачной, и предприятие понесет большие убытки.
Отсутствие спиральной стружкиТаким образом, более предпочтительной является технология фрезерования резьбы, которая обеспечивает максимальную надежность. Резьбофрезы отлично справляются с поставленными задачами. В отличие от метчика, одна фреза может использоваться для резьбы разного диаметра, при условии, что вся резьба имеет одинаковый шаг.
Фреза имеет меньший диаметр, чем отверстие. В случае поломки она не оказывается зажатой и легко извлекается. Кроме того, при фрезеровании резьбы нет проблем со стружкоотводом, поскольку закручивание стружки исключено. Получаемая в результате мелкая стружка прекрасно поддается удалению.
Фрезерование резьбы может выполняться на любом трехкоординатном фрезерном станке с возможностью винтовой интерполяции и высокой точности шага резьбы. Такие станки имеются на большинстве предприятий.
Программирование процесса резьбофрезерования не представляет сложности – требуемый машинный код часто может быть выбран одним нажатием кнопки. Если такой возможности нет, то производители инструмента, выполняющие полный цикл обслуживания, могут предоставить программы фрезерования резьбы для всех средств управления. Данные онлайновые или автономные программы включают параметры фрез и режимы фрезерования для всех стандартных инструментов, в том числе данные о режущих кромках, покрытиях и основах.
Фрезерование мелкой резьбыТема надежности процесса приобретает особую важность для мелкой резьбы, поскольку под воздействием нагрузок, превышающих конструктивные ограничения инструмента, тонкие и хрупкие метчики ломаются гораздо чаще. При этом фрезерование резьбы в диапазоне от М1.6 до М12 имеет положительные результаты. Это объясняется наличием обширного спектра станков, позволяющих реализовать данную технологию, и большого количества производителей инструментов в данном сегменте. Некоторые производители фрез предлагают варианты для твердых материалов (от M2 до M6). Например, в ассортименте компании Walter представлены резьбофрезы общего назначения для трех видов шага резьбы, и твердосплавные резьбофрезы – для двух.
Фрезерование резьбы с небольшой радиальной глубиной резания и двумя или тремя видами шагов снижают действие бокового усилия. Благодаря этому резьба становится более точной и, что самое главное, цилиндрической. Так, Walter производит фрезы для обработки резьбы глубиной 2 x d и 3 x d. Доступны также варианты для резьбы от M5 до M12, оснащенные внутренним охлаждением в целях продления срока службы.
Комбинированный инструментНаряду с повышением надежности процесса, одним из ключевых преимуществ технологии фрезерования резьбы является возможность выполнения двух или даже трех операций одной фрезой. Это экономит время, поскольку использование фрезы или сверла с зенковкой позволяет оператору реже выполнять смену инструмента. А так как резьба обычно выполняется со скошенной кромкой для предотвращения образования заусенцев и облегчения сборки деталей, то без использования комбинированной фрезы потребовались бы дополнительные инструменты.
Объединение процессов сверления, зенкования и фрезерования резьбы в одну рабочую операцию ставит высокие требования к режущему инструменту. Следовательно, такой комбинированный инструмент пригоден не для всех материалов. Сверла-резьбофрезы с зенковкой подходят для обработки серого чугуна, ковкого чугуна и алюминиевых сплавов. Поскольку такие материалы используются при изготовлении сложных и дорогостоящих деталей, комбинированный режущий инструмент полностью оправдывает вложенные средства.
 С помощью комбинированной резьбофрезы пользователь может сократить время обработки на 50 процентов по сравнению с использованием трех отдельных инструментов. Такая экономия возможна благодаря сокращению количества используемого инструмента и операций по его смене, а, следовательно, и времени простоя оборудования. Помимо этого существуют и технологические преимущества. Так как нарезание резьбы выполняется одним инструментом, полученное отверстие и резьба располагаются строго концентрично по отношению друг к другу.
С помощью комбинированной резьбофрезы пользователь может сократить время обработки на 50 процентов по сравнению с использованием трех отдельных инструментов. Такая экономия возможна благодаря сокращению количества используемого инструмента и операций по его смене, а, следовательно, и времени простоя оборудования. Помимо этого существуют и технологические преимущества. Так как нарезание резьбы выполняется одним инструментом, полученное отверстие и резьба располагаются строго концентрично по отношению друг к другу.
Как было сказано выше, метод фрезерования – лучший вариант для нарезания мелкой резьбы. Но что же можно сказать о крупной резьбе, не столь опасной в плане поломки метчика? Фрезерование резьбы привлекательно и в этом случае. С увеличением диаметра нарезаемой резьбы соответственно увеличиваются и требования к мощности.

В ассортименте Walter представлена линейка стандартных резьбофрез
Некоторые современные высокоскоростные станки не обеспечивают нужный крутящий момент на малых оборотах. Однако резьбофрезерование требует значительно меньшей мощности, чем при использовании метчиков или накатников. При фрезеровании теоретически не существует верхнего предела диаметра резьбы. Единственным ограничивающим фактором является шаг. Фреза для нарезания резьбы с шагом 3 мм (M24) может использоваться для любого диаметра, соответствующего данному шагу, в том числе и для мелкой резьбы M80x3 или M100x3.
На фоне активного развития технологии резьбофрезерования производители инструментов предлагают фрезы для резьбы даже более мелкой, чем M1.6, разрабатывая также решения для более крупных диаметров. В то же время некоторые поставщики проектируют и предлагают фрезы с индексируемыми сменными пластинами. Такие сложные инструменты с очень жесткими допусками представляют собой полезное и практичное решение для производителей.
Автор статьи-оригинала:
Тимо Мейджер (Timo Mager),
Walter AG
Не обязательно посещать наш сайт каждый день, достаточно подписаться на новые материалы по е-мейл, чтобы узнавать о новых статьях и новостях по мере их публикации.
КомментируйтеОставляйте вопросы, советы, комментарии к статьям на сайте и вы увидите, что будете получать намного больше пользы от материала. Система персональных рекомендаций, а также другие пользователи подскажут вам и ответят на вопросы.
СоциалочкиМы публикуем в социальных сетях самые интереcные статьи, а также развлекательный контент. Для более неформального общения - приглашаем вас туда. Выбирайте, что вам ближе - Вконтакте или Facebook и присоединяйтесь.
Бонус - регистрацияЗарегистрируйтесь на сайте, чтобы иметь возможность общаться с другими пользователями и оставлять комментарии без ввода дополнительных данных. Это действительно удобно.
ПОДПИСКА НА НОВЫЕ МАТЕРИАЛЫ© 2013-2017 Журнал «Твердый сплав». Все права защищены. Использование материалов сайта возможно только с письменного разрешения администрации сайта и активной гиперссылкой на источник.
На сайте размещаются материалы по промышленному инструменту, технологиям металлообработки (токарной обработке, фрезерованию, нарезанию резьбы, сверлению, шлифовке, снятию заусенцев и др.), средствам измерения, сравнительным испытаниям инструмента разных производителей. Также на нашем сайте размещена информация по всем ведущим зарубежным производителям промышленного инструмента и их дилерам в России. Свяжитесь с нами. пожалуйста, для добавления вашей компании к нам на сайт.
Все права на изображения и тексты принадлежат их авторам. 12+
Наиболее распространенные инструменты для получения внутренней резьбы на станках с СЧПУ – это метчики и фрезы. Сложность получения резьбы с помощью фрезы связана со сложностью программирования интерполирующего движения, поэтому чем проще система ЧПУ, тем чаще используются метчики.

При фрезеровании профиль резьбы формируется с помощью движения специальной фрезы по винтовой линии. Подача в этом случае должна совпадать с шагом метчика.
Технология получения резьбы фрезерованиемРезьбовая фреза опускается в отверстие на нужную глубину резьбы и врезается по дуге 90° на глубину. Фреза при врезании поднимается на ? шага резьбы (участок 1-2).
Ось фрезы М делает оборот на диаметре m (участок 2-3) при этом фреза одновременно поднимается на шаг резьбы Р и выходит из профиля по дуге 90° (участок 3-4).
В случае, если глубина резьбы в полученном ранее отверстии больше длины режущей части фрезы, то обработку на участке 2-3 повторяется несколько раз.

твердосплавные фрезы
резьбовые фрезы со сменными пластинами
комбинированные резьбовые фрезы - это фрезы позволяющие сначала сверлить отверстие под резьбу, а потом фрезеровать резьбу

Получение резьбы одним инструментом

Получение резьбы несколькими режущими инструментами

Метчик с прямыми канавками это самый широко используемый вид метчика. Этот метчик применяется для материалов, которые дают короткую стружку, например для стали или чугуна.
Метчики с шахматным зубомИспользование метчика с шахматным зубом уменьшает трение и сопротивление процессу резания, что очень важно при обработке труднообрабатываемых материалах (алюминии и бронзе). Шахматное расположение зубьев у метчика облегчает доступ СОЖ в зону резания.
Метчики со спиральной подточкойМетчик со спиральной подточкой имеет прямые неглубокие стружечные канавки. Спиральная подточка предназначена для выталкивания стружки вперед. Сравнительно неглубокие стружечные канавки гарантируют максимальную прочность метчика на скручивание. Они также облегчают подвод СОЖ в зону резания. Этот тип метчиков рекомендуется для обработки сквозных отверстий.
Метчики со стружечными канавками только на заборной частиРежущая часть данного метчика имеет аналогичную спиральную подточку, предназначенную для выталкивания стружки вперед. Этот метчик имеет чрезвычайно жесткую конструкцию. Рекомендуется для обработки отверстий глубиной до 1.5 х 0.
Метчики со спиральными зубьямиМетчики со спиральными зубьями предназначены в основном для нарезания резьбы в глухих отверстиях. Спиральная стружечная канавка выталкивает стружку назад, что предотвращает пакетирование стружки на дне отверстия или в стружечных канавках. Поэтому спиральная канавка у метчика снижает риск поломки или повреждения метчика.
Бесстружечные метчики (раскатники)Бесстружечные метчики отличаются от обычных тем, что образуют профиль резьбы за счет пластической деформации. а не за счет снятия стружки. Рекомендуются для материалов с высокой пластичностью. Такие материалы имеют предел прочности не более 1200 Н/мм г. а относительное удлинение не менее 10%.
Бесстружечные метчики можно использовать в обычных условиях, но лучшие результаты они показывают при обработке вертикальных глухих отверстий. Выпускаются также с внутренним подводом СОЖ.
Резьбонарезные фрезы имеют огромное преимущество при обработке глухих отверстий. Метчику всегда нужен зазор между дном отверстия и торцом метчика из-за заборного конуса метчика. Поэтому метчик не нарезает резьбу в глухом отверстии. Использование фрезы решет эту проблему, так как расстояние от торца фрезы до первой режущей резьбовой кромки очень мало. Также большим преимуществом фрез для резьбы является возможность изменять параметры резьбы, что не возможно при использовании метчика. Эта возможность существенно снижает затраты на нарезание резьбы.
Запомните, что подача равна при работе метчиком оборотам шпинделя умноженным на шаг резьбы.
Резьба может срезается при остановке шпинделя перед реверсом - ось Z уже остановилась, а вот шпиндель по инерции делает ещё какую-то часть оборота. При нарезании резьбы метчиком в стали при этом обрывает метчик, а Д16Т мягче и поэтому резьбу слизывает. Поэтому для нарезания резьбы на станке с ЧПУ нужно использовать специальный патрон - плавающий или его еще называют компенсирующий. Этот патрон имеет подпружиненную часть с цангой, которая может перемещается относительно неподвижной на несколько миллиметров вдоль оси патрона в обоих направлениях.
Результат любой операции по нарезанию резьбы зависит от ряда факторов, каждый из которых, в конечном счете, влияет на качество готовой детали.
1. Выберите правильную конструкцию метчика для данного обрабатываемого материала и типа отверстия.
2. Убедитесь, что деталь надежно закреплена - перемещения в процессе обработки могут привести к поломке метчика или плохому качеству резьбы.
3. Выберите правильный размер сверла из соответствующих таблиц. Диаметр необходимого сверла также указан на страницах каталога с метчиками. Помните, что для метчиков-раскатников необходимы сверла других диаметров. Всегда контролируйте наклеп обрабатываемого материала.
4. Выберите правильное значение скорости резания, как показано в каталоге режущего метчиков.
5. Используйте СОЖ, соответствующую выполняемой операции.
6. При нарезании резьбы на станках с ЧПУ проверьте значение подачи, указанное в программе. При использовании резьбонарезного патрона значение подачи на оборот должно составлять от 95 до 97 % от шага для самозатягивания метчика.
7. По возможности используйте качественные патроны с компенсацией для ограничения крутящего момента, которые гарантируют осевое перемещение метчика и устанавливают его прямо в отверстии. Также это предохранит метчик от поломки при случайном столкновении одном отверстия.
8. Убедитесь в том, что метчик плавно входит в отверстие, прерывистая подача может привести к колоколообразной форме начальных витков.

Прочитано 47123 раз Последнее изменение Среда, 13 Апрель 2016 08:37