









 Рейтинг: 4.3/5.0 (1853 проголосовавших)
Рейтинг: 4.3/5.0 (1853 проголосовавших)Категория: Инструкции
 Кабели сварочного инвертора следует подключать согласно отметкам полярности на силовом блоке. Зажим массы с кабелем необходимо включить в разъем с отметкой «минус». Электродо-держатель соответственно к разъему с отметкой «плюс» на силовом блоке.
Кабели сварочного инвертора следует подключать согласно отметкам полярности на силовом блоке. Зажим массы с кабелем необходимо включить в разъем с отметкой «минус». Электродо-держатель соответственно к разъему с отметкой «плюс» на силовом блоке.
Сам же инвертор должен находиться в отключенном состоянии, и желательно, не подключенном к сети. Розетка, к которой будет подключаться сварочный аппарат должна быть оснащена автоматическим выключателем соответствующим токо потреблением первичной цепи аппарата. Если аппарат оснащен вилкой с заземлением, то розетка должна соответствовать евро стандарту. И помните что при работе со сварочным оборудование нельзя пренебрегать техникой безопасности. Используйте специальные средства для защиты глаз и кожи от ультрафиолетового излучения.
Если на вашем оборудовании нет нужных отметок, то ознакомитесь с инструкцией, которая прилагается в комплекте или напишите нам (с уточнением модели) и мы дополним ответ.
Ниже вы найдете видео с описанием данной процедуры, и комментариями специалиста.
Также в конце страницы вы можете посмотреть похожие материалы, они также могут быть полезными.
С уважение команда проекта ГудСварка.ру


















ВНИМАНИЕ! Наши магазины сварочной техники не занимаются обменом
и заправкой газовых баллонов. Данные этой страницы приведены
для справки и для вашего удобства.
Технические газы: кислород, ацетилен, пропан и др.
Обмен и заправка газовых баллонов.
Промтехгаз
http://www.propangaz.ru
Офис: г. Мытищи ул. Селезнева д.33 ТЦ «Перловский» оф.12
Адрес производственной площадки. г.Мытищи,Проектируемый проезд 4529
Отдел продаж: (495) 978-54-61, 978-26-17, 778-85-30
Факс:(495) 967-65-10
СКЛ Техногаз
http://www.skltechnogas.ru
Адрес офиса: Г. Москва. Ю. Бутово, Староникольская улица,строение 1-6 владение 85 Б
Телефон: (495)940-66-40
Телефон: (495)940-67-40
Факс: (495)940-67-41
Центрогаз
http://www.centrogas.ru
Центральный офис
Адрес: 111123, Москва, ул.Новогиреевская, д.4, корп.1, ЗАО "Центрогаз".
Проезд: метро Шоссе Энтузиастов, троллейбус №30 в сторону области, остановка "Шестидесятая городская больница".
Телефон/факс: +7(495)921-34-24 (многоканальный
Торговый склад "Останкино"
Адрес: Москва, ул.Милашенкова, д.4А, ЗАО "Центрогаз"
Проезд: метро Тимирязевская, автобус №12,№23 в сторону области, остановка "ул.Фонвизина, д.10".
Телефон/факс: (495)610-18-00, 610-18-01
Торговый склад "Карачарово"
Адрес: Москва, 2-й Грайвороновский пр-д, д.38А, ЗАО "Центрогаз"
Проезд: метро Рязанский пр-т, автобус №29 в сторону центра, остановка "Вычислительный центр".
Телефон/факс: (499)786-91-18, 772-61-42
Торговый склад "Мневники"
Адрес: Москва, 2-й Силикатный пр-д, д.22, ЗАО "Центрогаз"
Проезд: метро Полежаевская, автобус № 6, маршрутное такси № 420, остановка "2-й Силикатный проезд".
Телефон: (495) 502-27-44
Фирма-КП
http://www.firma-kp.ru
Филиал «Люблино»
Тел. (905) 755-45-28
Тел./факс (495) 352-43-92
Филиал «Очаково-2»
119530, г. Москва, Очаковское шоссе, д. 40.
Тел. (495) 645-95-24Факс (985) 175-69-52
Филиал «Долгопрудный»
г. Долгопрудный, Лихачевский пр-т, д. 16.
Тел. (495) 518-83-10Тел./факс (498) 685-22-73
Филиал «Тагильская»
107143, г. Москва, ул. Тагильская, д. 4.
Тел./факс (499) 167-94-11
Филиал «Шоссейная»
109548, г. Москва, ул. Шоссейная, д. 1 К.
Тел. (916) 275-32-29
Тел./факс (499) 179-94-97
Из таблицы видно, что для Ваших нужд максимальный сварочный ток составит не более 150А, а максимальный диаметр электрода не более 4 мм.
Для низкоуглеродистых сталей хорошо подходят электроды типа Э42, Э46. В этот диапазон входит достаточно большая линейка марок универсальных сварочных электродов, которые могут быть использованы, как для сварки на переменном, так и постоянном токах (МР-3С, ОЗС-12, ОЗС-4, АНО-4, АНО-21 и другие).
И теперь на основании полученных нами значений возникает вопрос, какой источник питания нам выбрать.
В нашем случае можно рассматривать три варианта:  Сварочные трансформаторы.
Сварочные трансформаторы.
Преобразуют сетевой ток в сварочный самым простым способом - просто понижает напряжение. Это обуславливает их достаточную надежность и невысокую стоимость.
Применение трансформаторов оптимально для сварки переменным током низкоуглеродистых сталей. К недостаткам можно отнести немалый вес и высокое энергопотребление, что критично для «слабых сетей» и бытовой электропроводки.
Если же критиковать сварочные трансформаторы, что называется "неформально", то дело здесь обстоит следующим образом. Несмотря на появление на рынке сварочной техники уже достаточно большого количества
вполне современных инверторов, в продаже пока еще полно недорогих, дешевых и даже очень дешевых бытовых сварочных трансформаторов, собранных в Юго-Восточной Азии. Выбор их не мал, а цена от 3000 руб - весьма привлекательна. Эти аппараты могут называться NORDIKA, ARTIKA, UTILITY, BETA, DELTA, GAMMA, ANTIKA,
FUBAG и т.д. Все эти бытовые аппараты аккуратно собраны, хорошо покрашены и отлично упакованы. Просто готовый "подарок для настоящего мужчины". Так вот, все эти красивые аппараты полностью соответствуют своей цене - трансформаторы в них намотаны тонким алюминиевым эмальпроводом, причем очень экономно. Они быстро нагреваются, тепловые реле срабатывают, аппараты отключаются, сварщики терпеливо ждут. А уж при наших, печально знаменитых электросетях, где напряжение зачастую падает до 160-180 вольт - особенно за городом, эти аппараты часто вообще неработоспособны.  Сварочные выпрямители.
Сварочные выпрямители.
Их принцип основан на трансформации сетевого тока с последующим выпрямлением при помощи диодных или титристорных блоков.
Также, достаточно простые и надежные аппараты. Используются для сварки практически всех сталей и сплавов любыми типами электродов. Брызг при сварке у выпрямителя существенно меньше, чем у трансформатора, дуга горит более спокойно и устойчиво, качество сварного шва безусловно выше.
А вот энергопотребление у сварочных выпрямителей заметно больше, чем у трансформатора, поскольку часть энергии теряется на диодном блоке. Поэтому, их применение на "просаженных" дачных или гаражных сетях, где напряжение может падать до 160-180 вольт ограничено.  Сварочные инверторы.
Сварочные инверторы.
Их принцип основан на преобразовании входного переменного тока в постоянный, далее с помощью транзисторных ключей постоянный ток преобразуется в переменный с частотой выше 50 кГц и подаётся на высокочастотный сварочный трансформатор с последующим выпрямлением. Система управления с помощью обратных связей формирует идеальные выходные характеристики для любого способа сварки. Благодаря высокой частоте, вес и размеры силового трансформатора снижаются в разы по сравнению с традиционными сварочными аппаратами. Например, обычный сварочный трансформатор на 160А весит 18кг, в то время как силовой трансформатор сварочного инвертора на 160А весит всего 0,25кг и по размерам чуть больше пачки сигарет.
В настоящее время это достаточно «продвинутые» с технической точки зрения аппараты, которые обладают существенными преимуществами перед своими предшественниками. В первую очередь это значительно меньшее энергопотребление (КПД не менее 85%), что существенно снижает нагрузку на сеть, небольшие габариты и вес, различные функции для облегчения работы сварщика (облегченное зажигание дуги, антизалипание электродов, «горячий старт»).
Используется для сварки практически всех сталей и сплавов любыми типами электродов.
К недостаткам можно отнести необходимость квалифицированного обслуживания.
Исходя из этого краткого обзора, можно с уверенностью предположить, что большинство начинающих сварщиков выберут именно сварочный инвертор .
В настоящее время выбор сварочных инверторов очень широк.
На чем именно остановить свой выбор? Вопрос далеко не праздный.
По максимальному сварочному току мы уже определились - не более 150А. С дополнительными функциями тоже, все современные инверторы ими обладают.
Но для того, что бы окончательное определиться с выбором марки сварочного инвертора необходимо:
Первое - для начала изучить, какие производители предлагают свое оборудование в Вашем регионе. В основном это Юго-Восточная Азия, Россия и Европа. Аппараты из Юго-Восточной Азии отличаются невысокой ценой и достаточно хорошим качеством (если их собирали не кустарным способом). Выбор российских аппаратов значительно меньше. Оборудование европейских производителей отличается высоким качеством, надежностью и достаточно высокой ценой.
Второе - наличие сервисных центров по обслуживанию предлагаемого оборудования, сроки и стоимость.
Третье - найти, если это возможно, информацию по отказам.
Итак, Вы уже остановили свой выбор на сварочном аппарате, приобрели его и теперь не терпится приступить к работе.
Но не спешите.
Нам следует защитить себя от вредных воздействий сварки, основными факторами, которой являются ультрафиолетовое излучение дуги, брызги расплавленного металла и вредные аэрозоли, как продукты сгорания электродов.
Для защиты глаз и кожи лица применяются сварочные маски. Самый простой вариант - пластиковая маска со светофильтром (С3, С4, С5), который подбирается в соответствии с силой тока, Вашим зрением и окружающим освещением (Таблица №2). Другой, более дорогой вариант - это пластиковые маски с автоматическим светофильтром ("Хамелеон"), который Вы можете легко приспособить для Ваших глаз и окружающего освещения,
при помощи ряда регулировок.
Таблица 2. Светофильтры для дуговой сварки
Примечание:
Для обеспечения оптимальных условий работы сварщика с учетом индивидуальных особенностей его зрения рекомендуется кроме светофильтров, приведенных в таблице, использовать светофильтры на один номер больше или меньше. Если в этом случае оптимальные зрительные условия сварщика не будут достигнуты, необходимо проверить освещенность и зрение сварщика.
Подбор спецодежды у Вас не должен вызвать трудностей. Костюм сварщика из брезента ОП (огнестойкая пропитка), или просто брезентовый фартук. Рукавицы или краги - лучше из спилка, чем брезентовые (спилок - это кожа, которая целыми пластами срезается с изнанки меха при изготовлении всяких там шуб и дубленок). Прочная обувь. Это важно, поскольку при сварке искры, а порой и капли расплавленного металла падают на ноги сварщика.
Подробно останавливаться на технике и премах ручной дуговой сварки не будем, тем более, что она описана достаточно подробно во всяких книжках по сварке и вот здесь тоже.
Часто начинающие сварщики делают большую ошибку, когда пренебрегают такими простыми операциями, как подготовка деталей под сварку и обработка швов. Для этого понадобится металлическая щетка (для очистки зоны сварки от различных загрязнений) и молоток сварщика (для удаления шлака). На свариваемых деталях всегда имеются различные загрязнения (ржавчина, краска и т.п.), наличие которых негативным образом сказывается на качестве шва. В этом случае необходимо очистить зону шва металлической щеткой на ширину 20-25 мм от стыка, а при необходимости удалить остатки загрязнений при помощи ацетона или растворителя. По окончании сварки необходимо удалить шлак при помощи молотка сварщика, т.к. оставшийся шлак мешает увидеть наличие дефектов сварки и влага, попавшая под защитную корку, вызывает коррозию металла.
И еще несколько слов по обслуживанию сварочных инверторов .
Для долгой и бесперебойной работы сварочного инвертора необходимо соблюдать несколько простых правил:
Полготовка к работе:
• Перед началом работы необходимо провести технический осмотр инвертора и подготовить рабочее место.
• Аппарат следует установить в горизонтальном положении так, чтобы исключить попадание в него влаги, пыли и прочих загрязнений.
• Подключить сварочные кабели к силовым разъемам аппарата:
(+ ) - на электрододержатель, (- ) - на массу (обратная полярность ).
Обратите особое внимание на то, что кабельные вставки должны быть надежно зафиксированы в панельных гнездах, поворотом их по часовой стрелке!
• Подключить аппарат к питающей электросети (вставить электровилку в розетку). При использовании удлинителя -сечение провода должно быть не менее 2,5 мм 2.
• Перевести выключатель в положение «ON» (загорается зеленый индикатор, включается вентилятор).
• Произвести пробное зажигание дуги (дуга зажигается «на отрыве»).
• Ручкой регулировки тока выставить необходимый режим и затем приступить к сварке.
Техническое обслуживание и условия хранения:
• Работать аппаратом при снятом кожухе категорически запрещено.
• Регулярно осматривайте внутренние узлы аппарата в зависимости от частоты использования и степени запыленности рабочего места.
• Накопившуюся в аппарате пыль удалять только сжатым воздухом низкого давления (не более 10 бар.).Не направляйте струю сжатого воздуха на электрические платы, для удаления пыли пользуйтесь мягкими щетками.
• Перед началом работы проверьте надежность крепления силовых разъемов в гнездах аппарата, а также исправность сетевой вилки, розетки и изоляции электрических кабелей.
• При транспортировке и хранении аппарата необходимо исключать возможность непосредственного воздействия атмосферных осадков, агрессивных сред, ударов и сильной тряски.
• Транспортировка аппарата возможна только в вертикальном положении.
• Аппарат должен храниться в сухом помещении, при температуре от -15 до +50 о С и относительной влажности воздуха до 80%.
• При хранении аппарат должен быть отключен от электрической сети.
Возможные неисправности сварочных инверторов и способы их устранения.
Для сварки используется специальное оборудование, обеспечивающее расплавление ограниченного участка соединения. Для сварочных работ могут использоваться приспособления различного типа, но наиболее популярным для домашних работ является инвертор. Он обеспечивает хорошее качество сварного шва, работа с ним предельно простая. Чтобы работа была выполнена быстро и качественно, должна соблюдаться специальная инструкция по эксплуатации, позволяющая регламентировать сварку, обеспечив необходимые условия работы.

При использовании сварочного инвертора необходимо использовать электроды с покрытием ММА.
Условия использованияСхема сварочного инвертора довольно простая, она повторно-прерывистая, при краткосрочном воздействии достигается максимальный результат. Конструкция оборудования обеспечивает необходимый уровень безопасности, устройство отлично работает при подключении к обычной электрической сети, но применять надо только вилки «евростандарт», имеющие заземление.

Схема устройства сварочного инвертора.
Длительность нагрузки при работе равна 5 минутам, но чаще всего используется так называемый 3-минутный цикл, равный 60% нагрузки на оборудование. Такой режим лучше всего не нарушать, так как может нагреться корпус, а это приведет к выходу из строя всего оборудования.
Перед тем как начинать сварочные работы, необходимо приготовить не только оборудование, но и средства защиты. Для сварщика понадобятся:
Проводить работы следует на поверхности, выполненной из невозгорающихся материалов, например, на металлической столешнице.
Установка инвертора и инструкция по эксплуатацииСварка инвертором требует тщательной подготовки, так как работа эта потенциально опасная. Перед тем как начать работу, пользователь сварочного оборудования (оператор) должен подготовить рабочее место:
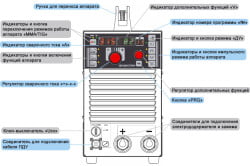
Схема панели сварочного инвертора.
Далее требуется выполнить подключение сварочного инвертора к питающей электрической сети, используя розетку «евростандарт». При использовании сварочного инвертора лучше всего применять специальные электроды с покрытием ММА. Выбираются электроды в полной зависимости от того, какой металл будет свариваться. К примеру, зависимость силы тока, диаметра электрода и толщины обрабатываемого металла следующая:
Перед тем как будет использоваться сварочный аппарат, надо убедиться, что электроды сухие. Далее следует включить режим TIG – это сварка в защитной газовой среде с применением неплавящегося электрода. В качестве защитной среды лучше всего использовать аргон, но здесь все зависит от типа металлических деталей. Провод горелки подключается к минусовой клемме, после чего выполняется подсоединение к редуктору (он находится на баллоне). Включается выпрямитель инвертора, начинается подача газа. Вентиль на горелке можно аккуратно включить, после чего электродом чиркнуть по металлу, чтобы зажечь дугу.
Сварка с применением постоянного тока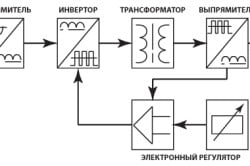
Схема работы сварочного инвертора.
Используя оборудование для сварки при постоянном токе, необходимо проследить, чтобы механические свойства были хорошими. Проводится сварка только при обратной полярности, держатель требуется подключить к положительной клемме.
Электроды следует прокалить, чтобы обеспечить отличное качества шва. Электрод над свариваемой деталью надо удерживать на одинаковом расстоянии, чтобы дуга не скакала. Обычно такое расстояние равно диаметру выбранного электрода.
Если применяется электрод на 2 мм, то и высоту его над сварной ванной следует контролировать на уровне 2 мм
При эксплуатации сварочного инвертора необходимо электрод вести кругообразными или зигзагообразными движениями, чтобы обеспечить равномерное расплавление материала. Важно, чтобы угол наклона был правильным. Например, если наконечник сильно наклонять к детали, то сварная ванна будет металл выгонять вперед, в итоге шов получится бугристым. Аналогичная ситуация возникает в том случае, когда электрод слишком приближен к металлу. Деталь буквально прожигается, шов получается слишком широким и непрочным. Сварочный аппарат нельзя держать высоко, так как расплавление будет плохим, шов – некачественным, по бокам металл не прогревается.
Инструкция по эксплуатации сварочного инвертора довольно простая. Она требует выбора правильного электрода и силы тока для работы, соблюдения всех правил безопасности и включения. Важно правильно вести наконечник, чтобы шов получился ровным, качественным, а само соединение прочным. После выполнения работы окалина сбивается молотком.
У владельцев частного дома часто возникает потребность соединить два металлических листа сваркой. Приходится обращаться за помощью к профессиональному сварщику. Все бы ничего, но услуги профессионалов стоят дорого, а сваривать иногда требуется совсем небольшой элемент. Научиться выполнять простейшие работы по сварке металлических деталей можно самому.

Инверторный сварочный аппарат схема.
В помощь начинающим сварщикам промышленность выпускает компактные аппараты для дуговой сварки, которые называются инверторами.
Аппараты для сваркиСварочные работы выполняются с помощью электродов и источника питания.
Источник питания выпускается промышленностью в 2 типах:
Трансформаторные аппараты просты в работе, но имеют большие размеры и большой вес, очень надежные, выносливые и прочные. Работают они на переменном токе. Для сварки используют плавящие рутиловые или фтористо-кальцивые электроды. Устройство обладает невысоким КПД, а шов, сделанный с помощью трансформаторного аппарата, имеет невысокое качество, и требуется высокое мастерство сварщика, чтобы добиться хорошего качества сварочных швов.

Сварные стыки труб.
Инвертор – это сварочный аппарат, работающий на постоянном токе. На входе питающее напряжение выпрямляется и преобразуется в переменное, которое направляется на трансформатор. Аппараты этого типа отличаются мобильностью, малым весом, компактностью. Они не зависят от входного напряжения, хорошо работают в полевых условиях. Инвертор очень экономичное устройство, потери электроэнергии при его использовании уменьшаются в десятки раз по сравнению с трансформаторными моделями. Инвертор имеет КПД – 85-90%.
Вернуться к оглавлению
Работа аппарата для ведения сварки инверторного типаРабота инверторного агрегата состоит из многократных поэтапных преобразований электрического тока. Это происходит следующим образом:
Высокая частота тока – это основное техническое решение, позволившее получить высокий КПД работы инвертора и преимущества по сравнению с другими блоками питания сварочной дуги. (Рис. 1 Принцип работы инвертора).
Вернуться к оглавлению
Электрод – важный элемент сварочного процесса
Рисунок 1. Принцип работы инвертора.
Важным элементом сварочного процесса является электрод. Конструктивно он состоит из металлического стержня с напылением порошковым специальным составом. Порошковое напыление служит преградой для доступа окружающего воздуха к сварному шву. Окружающий воздух негативно воздействует на формирование шва, окисляет его, что значительно снижает качество шва. Порошковое напыление служит и для поддержания нормального горения дуги.
Для инверторной сварки применяют электроды МР, УОНИ, ОЗС, АНО. Качество электродов сильно зависит от условий хранения и транспортировки их к потребителю. Диаметр электродов обусловливает потребление электроэнергии: чем меньше диаметр расходного материала, тем меньше электричества расходуется при сварке. Обычно применяются электроды диаметром 2,5-3 мм.
Вернуться к оглавлению
Пошаговая инструкция обучения сварочным работамПеред началом сварочных работ следует приобрести средства для защиты от световых лучей и искр, летящих из-под электрода. К защитным средствам относятся:
Сварка металла начинается с подготовки рабочего места. Расчищается рабочее место в радиусе 1 м от различных загромождений, убираются все горючие материалы с площадки для сварки. Недалеко от места, где будет проводиться сварка инверторным аппаратом, устанавливается ведро с водой. Обеспечивается постоянный приток воздуха, можно установить вентилятор для усиления охлаждения. В месте, где проводятся сварочные работы, не должны накапливаться пыль и водяные пары.
Уточняется по инструкции к аппарату, сколько он может работать в непрерывном режиме. Этот параметр называется коэффициент включения. При значении коэффициента, равном 100 %, инвертор может работать непрерывно 10 минут при максимальном токе. Если значение коэффициента составляет 60-70%, то сварку можно вести непрерывно в течение 6-7 минут с последующим отключением сварочного аппарата для остывания. Агрегат не включают в течение 4 минут.
Проверяется правильность проводных соединений, наличие электродных держателей. Провод для подсоединения к основному проводу выбирается исходя из пропускной способности тока, она может быть до 500 А.
Проверяется наличие и рабочее состояние заземления инвертора, выбираются электроды исходя из толщины свариваемых элементов. В соответствии с толщиной выбранных электродов устанавливают величину сварочного напряжения. В помощь сварщикам, начинающим и не только, на корпус аппарата нанесена соответствующая таблица. Если сила тока выбрана низкая, дуга не будет поджигаться, если высокая – электрод может залипать.
Вернуться к оглавлению
Процесс сваркиПолученный шов может не сразу получиться красивым и качественным, после охлаждения его можно переделать.
Инвертор удобен для обучения начинающих сварщиков, так как имеет несколько функций, помогающих новичкам в освоении процесса:
Все три функции включаются автоматически при возникновении критической ситуации, что позволяет новичкам вести процесс сварки на хорошем уровне.
Настоящая инструкция по охране труда разработана специально для безопасной работы на аппарате сварочном инверторном для электродуговой сварки.
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА1.1. Настоящая Инструкция предусматривает основные требования по охране труда при работе на аппарате сварочном инверторном для электродуговой сварки (далее — сварочном аппарате).
1.2. При работе на сварочном аппарате необходимо выполнять свои обязанности в соответствии с требованиями настоящей Инструкции.
1.3. К работе на сварочном аппарате допускаются лица не моложе 18 лет, прошедшие обязательный предварительный медицинский осмотр в соответствии с приказом Минздравсоцразвития России от 12.04.2011 № 302н (приложение N 1, п.1.1.4.8 (Сварочные аэрозоли), п.3.3 (Ультрафиолетовое излучение), вводный и первичный на рабочем месте инструктажи по охране труда, обучение безопасным методам и приемам выполнения работ, стажировку на рабочем месте и проверку знаний в установленном порядке и получившие допуск к самостоятельной работе.
1.4. При работе на сварочном аппарате работник должен проходить обучение по охране труда в виде: вводного инструктажа, первичного инструктажа на рабочем месте, повторного инструктажа, внепланового инструктажа, целевого инструктажа и специального обучения в объеме программы подготовки по профессии, включающей вопросы охраны труда и требования должностных обязанностей по профессии.
1.5. Вводный инструктаж проводит работник службы охраны труда или работник, его замещающий, со всеми принимаемыми на работу по программе, утвержденной работодателем и согласованной с профсоюзным комитетом или иным представительным органом работников.
1.6. Первичный инструктаж на рабочем месте проводит должностное лицо, определенное приказом индивидуально до начала производственной деятельности работника по программе охраны труда по профессии.
1.7. Повторный инструктаж проводится по программе первичного инструктажа один раз в шесть месяцев непосредственным руководителем работ индивидуально или с группой работников аналогичных профессий, включая и совмещенные работы.
1.8. Внеплановый инструктаж проводится непосредственным руководителем работ при изменении инструкций по охране труда, технологического процесса, технологического оборудования, по требованию органов надзора и т.п. определяющих объем и содержание инструктажа.
1.9. Целевой инструктаж проводится непосредственным руководителем работ при выполнении разовых работ, не связанных с прямыми обязанностями работника по профессии.
1.10. Перед допуском к самостоятельной работе работник должен пройти стажировку под руководством опытного работника (в течение 3-14 смен в зависимости от стажа, опыта и характера работы).
1.11. При работе на сварочном аппарате на работника могут воздействовать опасные и вредные производственные факторы:
— опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
— повышенный уровень электромагнитных излучений (импульсных);
— повышенное содержание вредных паров и аэрозолей в воздухе рабочей зоны;
— интенсивное излучение сварочной дуги в оптическом диапазоне (ультрафиолетовое, видимое, инфракрасное);
— интенсивное тепловое (инфракрасное) излучение свариваемых изделий;
— искры, брызги и выбросы расплавленного металла и шлака;
— повышенная температура поверхности оборудования, заготовок и деталей;
— повышенный уровень шума на рабочем месте;
— повышенный уровень локальной вибрации;
— острые кромки, заусенцы и шероховатости на поверхности заготовок, деталей оснастки и инструмента;
— разлетающиеся осколки от рабочих частей оснастки при возможных их разрушениях, деформируемого материала и окалины;
— недостаточная освещенность рабочей зоны;
— статическая нагрузка на плечевой пояс;
— физические перегрузки;
— пожаро- и взрывоопасность.
1.12. Источники возникновения вредных и опасных производственных факторов:
— неисправное производственное оборудование или неправильная его эксплуатация;
— неисправное электрооборудование или неправильная его эксплуатация;
— острые кромки, заусенцы и шероховатости на поверхности оборудования и инструмента;
— отсутствие, неисправность, неправильная эксплуатация СИЗ;
— отсутствие, неисправность, неправильная эксплуатация приборов освещения;
— неисполнение или ненадлежащее исполнение работником должностной инструкции, инструкций по охране труда, правил внутреннего трудового распорядка, локальных нормативных актов, регламентирующих порядок организации работ по охране труда, условия труда на объекте.
1.13. При работе на сварочном аппарате работник извещает своего непосредственного руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, происшедшем на производстве, об ухудшении состояния своего здоровья, в том числе о проявлении признаков острого заболевания.
1.14. При работе на сварочном аппарате работник обеспечивается спецодеждой, спецобувью и средствами индивидуальной защиты в соответствии с действующими нормами.
1.15. Выдаваемые специальная одежда, специальная обувь и СИЗ должны соответствовать характеру и условиям работы, обеспечивать безопасность труда, иметь сертификат соответствия.
1.16. Средства индивидуальной защиты, на которые не имеется технической документации, к применению не допускаются.
1.17. Личную одежду и спецодежду необходимо хранить отдельно в шкафчиках и гардеробной. Уносить спецодежду за пределы предприятия запрещается.
1.18. При работе на сварочном аппарате работнику следует:
— выполнять работу, входящую в его обязанности или порученную администрацией, при условии, что он обучен правилам безопасного выполнения этой работы;
— неукоснительно соблюдать правила эксплуатации сварочного аппарата, установленные заводом-изготовителем;
— правильно применять спецодежду, спецобувь и другие средства индивидуальной защиты (перчатки, защитную маску, сварочный шлем, беруши и др.);
— быть внимательным, не отвлекаться посторонними делами и разговорами;
— при совместной работе согласовывать свои действия с действиями других работников;
— заметив нарушение требований охраны труда другим работником, предупредить его о необходимости их соблюдения;
— в течение всего рабочего дня содержать в порядке и чистоте рабочее место, не допускать загромождения подходов к рабочему месту, пользоваться только установленными проходами;
— знать и строго соблюдать требования охраны труда, пожарной безопасности, производственной санитарии, Правил технической эксплуатации электроустановок потребителей;
— соблюдать требования настоящей Инструкции, др. локальных нормативных актов по охране труда, пожарной безопасности, производственной санитарии, регламентирующих условия труда и порядок организации работ на конкретном объекте;
— своевременно и точно выполнять правила внутреннего трудового распорядка, соблюдать дисциплину труда, режим труда и отдыха;
— соблюдать установленные режимом рабочего времени, регламентированные перерывы в работе;
— строго выполнять в установленные сроки приказы и распоряжения руководства предприятия, должностных лиц, ответственных за осуществление производственного контроля, а также предписания представителей органов государственного надзора;
— применять безопасные приемы выполнения работ;
— бережно относиться к имуществу работодателя;
— уметь оказывать первую помощь пострадавшим, пользоваться средствами пожаротушения при возникновении пожара, вызвать пожарную охрану.
1.19. Курить и принимать пищу разрешается только в специально отведенных для этой цели местах.
1.20. Лица, нарушившие требования настоящей инструкции, могут быть привлечены к ответственности в порядке, установленном законодательством РФ.
2.1. Проверить наличие и исправность средств индивидуальной защиты, надеть их и полагающуюся по нормам спецодежду и спецобувь, привести все в порядок.
2.2. Спецодежда должна быть огнеупорной, сухой, чистой, без карманов, брюки — без отворотов, спецобувь — с изолирующей подошвой и железным носком.
2.3. Застегнуть спецодежду на все пуговицы, не допуская свисающих концов одежды, волосы убрать под головной убор, брюки опустить поверх обуви.
2.4. Не закалывать одежду булавками, иголками, не держать в карманах одежды острые, бьющиеся предметы.
2.5. Получить задание от руководителя на выполнение работ со сварочным аппаратом и инструктаж об условиях ее выполнения.
2.6. Расположить аппарат на ровной поверхности, принять меры, исключающие его опрокидывание.
2.7. Произвести внешний осмотр аппарата и убедиться в исправности (целостности) его основных элементов: корпуса, сетевых кабелей, электрододержателя, клемм и др.
2.8. Подготовить сварочный аппарат к работе, подключить необходимые кабели и другое оборудование согласно руководству по эксплуатации завода-изготовителя.
2.9. Подключить сварочный аппарат к сети. Подключение должен производить работник, имеющий группу по электробезопасности не ниже III.
2.10. При подключении оборудования заземление следует производить в соответствии с Правилами технической эксплуатации электроустановок потребителей.
2.11. Проверить наличие и пригодность сварочных электродов, достаточность их количества.
2.12. Произвести установку электрода в электрододержатель, предварительно убедившись в том, что источник питания отключен.
2.13. Проверить работу местной вытяжной вентиляции. Вентиляцию следует включать не менее чем за 5 минут до начала работы.
2.14. Проверить наличие и исправность (целостность) инструмента, оснастки, необходимых приспособлений. Удобно разместить их.
2.15. Подготовить необходимые для выполнения работ защитные средства и приспособления.
2.16. Подготовить рабочее место для безопасной работы:
— произвести его осмотр, убрать все лишние предметы, не загромождая при этом проходы;
— проверить подходы к рабочему месту, пути эвакуации на соответствие требованиям охраны труда;
— проверить наличие и исправность ограждений и предохранительных устройств;
— проверить наличие сигнальных средств;
— удалить все легкогорючие предметы и материалы из области сварки;
— проверить наличие противопожарных средств, аптечки;
— установить последовательность выполнения операций.
2.17. Проверить внешним осмотром:
— отсутствие свисающих оголенных проводов;
— достаточность освещения рабочего места;
— надежность закрытия всех токоведущих и пусковых устройств оборудования;
— наличие и надежность заземляющих соединений (отсутствие обрывов, прочность контакта между металлическими нетоковедущими частями оборудования и заземляющим проводом);
— отсутствие посторонних предметов вокруг оборудования;
— состояние полов (отсутствие выбоин, неровностей, масляных пятен и др.). Если пол скользкий, его необходимо вытереть или посыпать опилками.
2.18. Произвести пробный пуск сварочного аппарата, убедившись в исправной работе всех его узлов, возможности регулирования цикла сварки.
2.19. Обо всех обнаруженных неисправностях оборудования, инвентаря, электропроводки и других неполадках сообщить своему непосредственному руководителю и приступить к работе только после их устранения.
2.20. Работы на сварочном аппарате должны быть организованы в соответствии с требованиями действующих технологических документов (норм, инструкций, регламентов), утвержденных в установленном порядке.
2.21. Запрещается приступать к работе на сварочном аппарате при наличии следующих нарушений требований охраны труда:
— отсутствии или неисправности защитного щитка, сварочных проводов, электрододержателя, а также средств индивидуальной защиты;
— отсутствии или неисправности заземления корпуса сварочного трансформатора, вторичной обмотки, свариваемой детали и кожуха рубильника;
— недостаточной освещенности рабочих мест и подходов к ним;
— отсутствии ограждений рабочих мест, расположенных на высоте, и оборудованных систем доступа к ним;
— пожаровзрывоопасных условиях;
— отсутствии вытяжной вентиляции в случае работы в закрытых помещениях.
3.1. Выполнять только ту работу, по которой прошел обучение, инструктаж по охране труда и к которой допущен работником, ответственным за безопасное выполнение работ.
3.2. Не допускать к своей работе необученных и посторонних лиц. Удалять с рабочего места персонал, не участвующий в технологическом процессе.
3.3. Применять необходимые для безопасной работы исправное оборудование, инструмент, приспособления; использовать их только для тех работ, для которых они предназначены.
3.4. Следить за работой сварочного аппарата, периодически проводить его визуальный осмотр.
3.5. При обнаружении неисправного оборудования, приспособлений, оснастки, инструмента, других нарушений требований охраны труда, которые не могут быть устранены собственными силами, и возникновении угрозы здоровью, личной или коллективной безопасности работнику следует сообщить об этом руководству. Не приступать к работе до устранения выявленных нарушений.
3.6. На неисправном оборудовании должна быть отключена система энергоснабжения и вывешен плакат о запрещении работы.
3.7. При работе на сварочном аппарате соблюдать правила его эксплуатации в соответствии с инструкциями по охране труда.
3.8. Правильно выполнять приемы сварочных и других видов работ:
— надежно крепить обрабатываемую поверхность, при необходимости предварительно зачистив ее от грязи, краски, ржавчины, окалины и т.д.;
— сварочный ток устанавливать в зависимости от свойств обрабатываемой поверхности (материала, толщины и пр.);
— до выполнения фактической операции произвести пробное выполнение операции на другой аналогичной поверхности, отрегулировать установленные параметры;
— при производстве работ использовать только высококачественные электроды;
— соответствующие манипуляции инструментом выполнять примерно под углом 45° к обрабатываемой поверхности;
— избегать непосредственного контакта с электрическим контуром сварки;
— при сварке мелких деталей следить, чтобы руки не прижало работающим электродом;
— при смене электродов огарки бросать в металлический ящик;
— при кратковременных перерывах в работе электрододержатель вешать на специальную подставку;
— не реже двух раз в смену производить полную очистку сварочного контура от грата, брызг расплавленного металла, окислов, окалины и пр. Все работы по наладке осуществлять только при отключенном рубильнике;
— периодически очищать корпус инвертора от грязи и пыли.
3.9. При работе на сварочном аппарате ЗАПРЕЩАЕТСЯ:
— подключать к одному рубильнику более одного сварочного трансформатора или другого потребителя тока;
— производить ремонт электросварочных установок, находящихся под напряжением;
— сваривать свежеокрашенные конструкции, аппараты и коммуникации, а также конструкции, аппараты и коммуникации, находящиеся под давлением, электрическим напряжением, заполненные горючими, токсичными материалами, жидкостями, газами, парами;
— производить сварку и резку емкостей из-под горючих и легковоспламеняющихся жидкостей, а также горючих и взрывоопасных газов (цистерн, баков, бочек, резервуаров) без предварительной очистки, пропаривания этих емкостей и удаления газов вентилированием;
— использовать заземляющие провода, трубы санитарно-технических сетей (водопровод, газопровод, вентиляция), металлические конструкции зданий и технологическое оборудование в качестве обратного провода электросварки;
— применять средства индивидуальной защиты из синтетических материалов, которые не обладают защитными свойствами, разрушаются от воздействия сварочной дуги и могут возгораться от искр и брызг расплавленного металла, спекаться при соприкосновении с нагретыми поверхностями;
— при перерывах в работе и по окончании работы оставлять на рабочем месте электросварочный инструмент, находящийся под электрическим напряжением;
— эксплуатировать оборудование при перегрузке;
— подключать аппарат к сети с напряжением больше разрешенного;
— использовать в качестве обратного провода сети заземления металлические строительные конструкции зданий, коммуникаций и несварочного технологического оборудования;
— переключать режимы функционирования, отсоединять любой из кабелей в процессе сварки;
— производить работы с поврежденными или плохо подсоединенными кабелями или с изношенными кабельными зажимами;
— производить работы на контейнерах, емкостях или трубах, которые содержали жидкие или газообразные горючие вещества, хлорсодержащие жидкости;
— производить работы на резервуарах под давлением;
— касаться деталей, находящихся под напряжением, голыми руками;
— включать аппарат, если снята какая-либо из защитных его деталей;
— близко наклоняться к области сварки;
— смотреть на дугу без применения защитных средств для глаз;
— осуществлять работу во влажных перчатках, а также с применением неисправных СИЗ;
— работать в помещениях с повышенным уровнем влажности;
— допускать контакт кабелей с водой, а также брызгами расплавленного металла;
— допускать попадание воды внутрь аппарата;
— осуществлять сварку металла, покрытого грязью, краской, маслом, ржавчиной или толстым слоем окалины, без предварительной его очистки;
— касаться руками с целью проверки электродов, мест сварки и др.;
— осуществлять чистку и уборку оборудования во время его работы;
— оставлять оборудования включенным после выполнения работ;
— размещать воспламеняющиеся и огнеопасные материалы на расстоянии менее 5 м от производства сварочных работ;
— работать с оборудованием под воздействием алкоголя, наркотиков, лекарств.
4.1. При возникновении поломки сварочного аппарата (нарушении целостности кабелей, защитного заземления корпуса и т.д.), угрожающей аварией на рабочем месте или в цехе:
— прекратить его эксплуатацию, а также подачу к нему электроэнергии и т.п. Самим неисправность не устранять;
— доложить о принятых мерах непосредственному руководителю (лицу, ответственному за безопасную эксплуатацию оборудования);
— действовать в соответствии с полученными указаниями.
4.2. В аварийной обстановке:
— оповестить об опасности окружающих людей;
— доложить непосредственному руководителю о случившемся;
— действовать в соответствии с планом ликвидации аварий.
4.3. При появлении очага возгорания необходимо:
— прекратить работу;
— отключить аппарат и иное электрооборудование от сети, выключить вентиляцию;
— организовать эвакуацию людей;
— немедленно приступить к тушению пожара.
4.4. При возгорании электрооборудования необходимо применять только углекислотные или порошковые огнетушители.
4.5. При невозможности выполнить тушение собственными силами работнику следует в установленном порядке вызвать пожарную команду по телефону 101 и сообщить непосредственному руководителю или руководству предприятия.
4.6. В случае получения травмы или ухудшения самочувствия работник должен прекратить работу, поставить в известность руководство и вызвать скорую помощь по телефону 103.
4.7. Если произошел несчастный случай, очевидцем которого стал работник, ему следует:
— прекратить работу;
— немедленно сообщить о случившемся непосредственному руководителю;
— немедленно вывести или вынести пострадавшего из опасной зоны;
— оказать пострадавшему первую помощь,
— вызвать скорую помощь по телефону 103;
— помочь организовать доставку пострадавшего в ближайшее медицинское учреждение.
4.8. Оказывая помощь пострадавшему при переломах костей, ушибах, растяжениях, надо обеспечить неподвижность поврежденной части тела с помощью наложения тугой повязки (шины), приложить холод. При открытых переломах необходимо сначала наложить повязку и только затем — шину.
4.9. При наличии ран необходимо наложить повязку, при артериальном кровотечении — наложить жгут.
4.10. При поражении электрическим током необходимо прекратить воздействие электрического тока на пострадавшего. Достичь этого можно отключением источника тока, обрывом питающих проводов, выключателя либо отведением источника воздействия от пострадавшего. Сделать это нужно сухой веревкой, палкой и др.
4.11. Нельзя касаться пострадавшего, находящегося под действием тока, руками;
— вызвать врача или городскую скорую помощь;
— осмотреть пострадавшего. Внешние повреждения необходимо обработать и закрыть повязкой;
— при отсутствии пульса провести непрямой массаж сердца и сделать искусственное дыхание.
4.12. Проводить мероприятия необходимо до восстановления функций организма либо появления признаков смерти.
4.13. При ожогах:
— без нарушения целостности ожоговых пузырей необходимо подставить пораженный участок кожи под струю холодной воды на 10-15 минут или приложить к нему холод на 20-30 минут. Нельзя смазывать обожженную поверхность маслами и жирами;
— с нарушением целостности ожоговых пузырей необходимо накрыть пораженный участок кожи сухой чистой тканью и приложить поверх нее холод. Запрещается промывать водой, бинтовать обожженную поверхность.
4.14. При отравлении вредными парами и аэрозолями необходимо покинуть помещение и выйти на свежий воздух.
4.15. При расследовании обстоятельств и причин несчастного случая работнику следует сообщить комиссии известные ему сведения о происшедшем несчастном случае.
5.1. Отключить сварочный аппарат от сети, выключить вентиляцию.
5.2. Отсоединить кабели.
5.3. Осмотреть и привести в порядок рабочее место.
5.4. Очистить поверхности аппарата и осмотреть его элементы и узлы на наличие повреждений.
5.5. Убрать сварочный полуавтомат в специально отведенное хорошо проветриваемое место.
5.6. Снять спецодежду. Загрязненную спецодежду необходимо сдать в стирку.
5.7. Тщательно вымыть с мылом руки и лицо или принять душ.
5.8. Доложить руководству организации обо всех нарушениях производственного процесса, требований охраны труда, случаях травматизма на производстве.








